Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
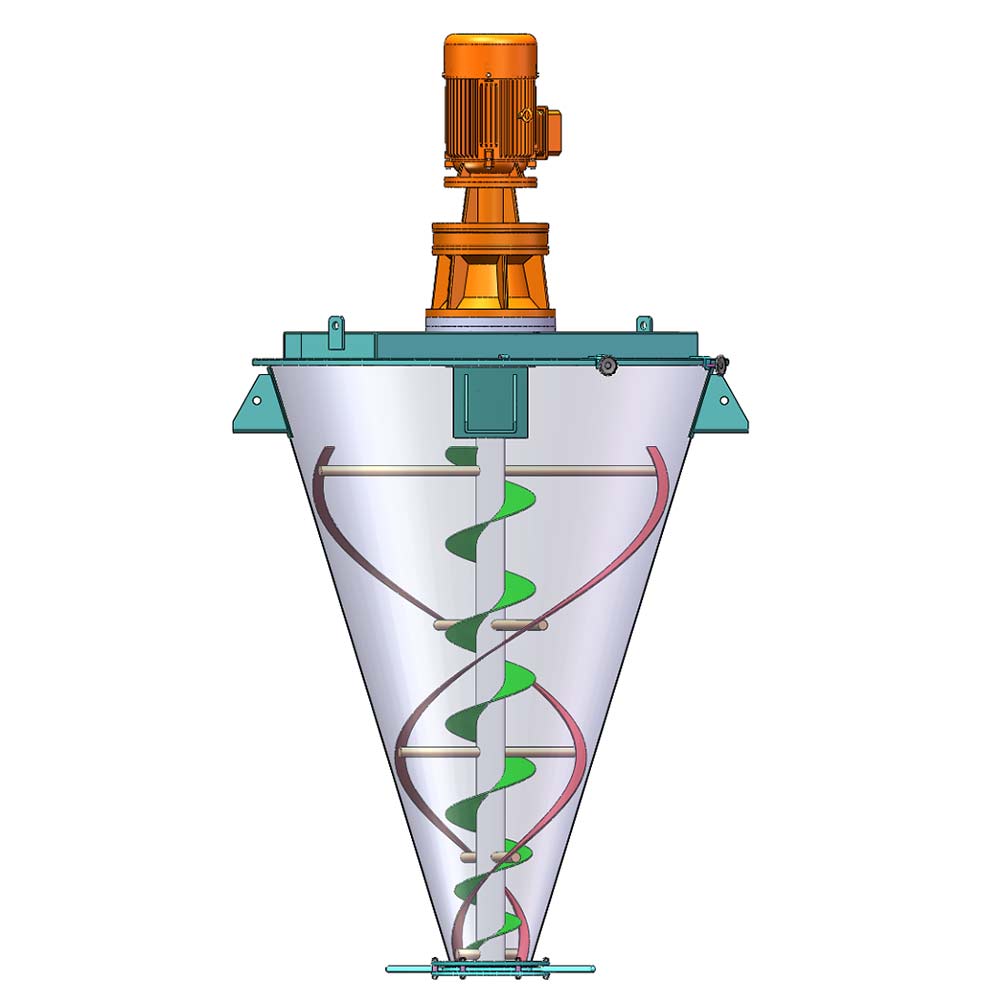
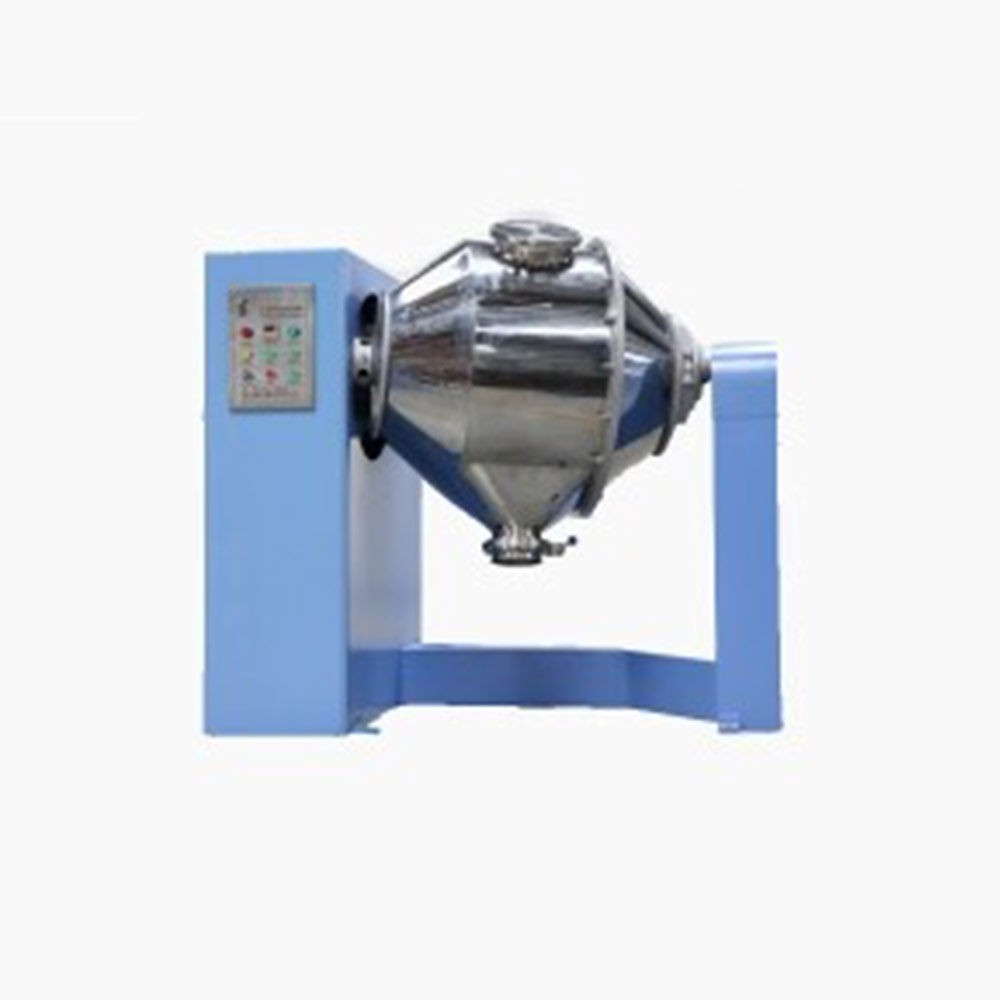
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







Why choose direct drive ribbon blender?
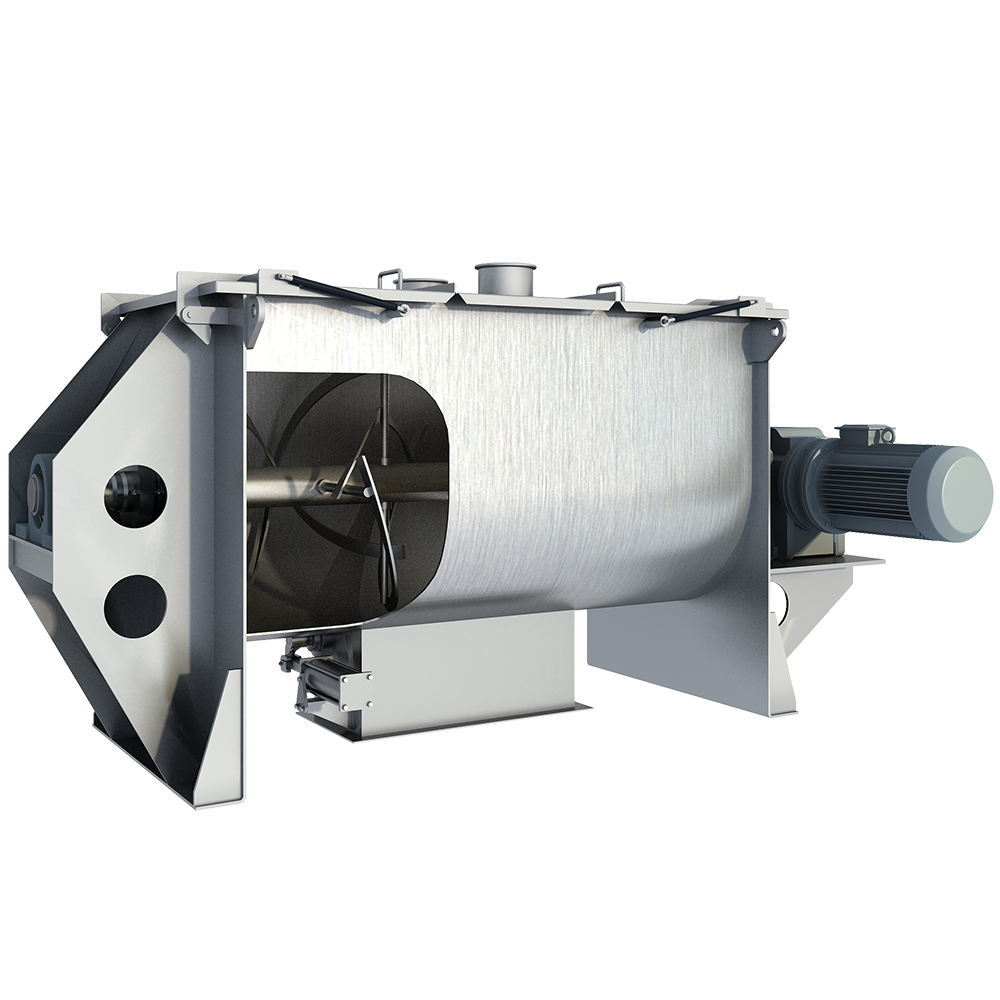
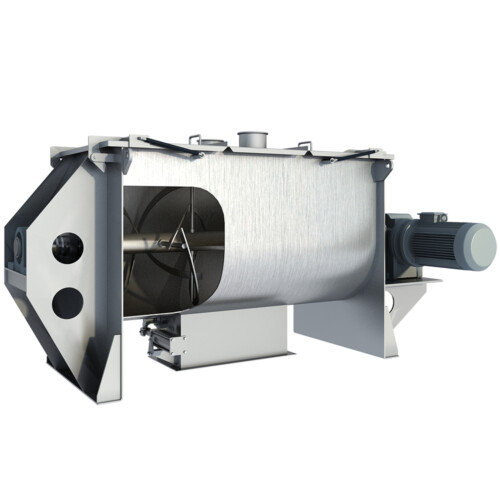
Many solid-solid and solid-liquid applications rely on the batch ribbon blender for fast, straightforward, and reliable mixing. Indeed, the classic ribbon blender is a familiar sight in production floors across the food & beverage, chemical, pharmaceutical, plastic, agricultural, and other industries. A versatile machine, it accomplishes powder or pellet blending, coating of solid particles with minor liquids or finer particles, mixing of low to medium viscosity slurries, and even vacuum drying of powders or pastes to a desired moisture content.
A ribbon blender consists of a U-shaped horizontal trough and an agitator made up of inner and outer helical ribbons that are pitched to move material axially, in opposing directions, and also radially. Agitator tip speeds in the range of 300 ft/min are typical.
Selecting a suitable ribbon blender for your particular application starts with specifying your batch volume and product bulk density. Bulk density determines if a standard or heavy-duty model is required. Industry-wide, most standard ribbon blenders can typically handle bulk densities of around 35 lb/cu ft. More robust blenders are available for denser products.
Material of construction is selected for compatibility with all raw materials. Other features such as dust-tight covers, surface finish, size and type of discharge valve, safety gratings, heating/cooling jacket, high-speed choppers, etc., must also be discussed in detail with your blender supplier. In addition to these ribbon blender features, a basic criterion for selection that is often overlooked is drive design.
Ribbon blenders have traditionally incorporated a belt drive for power transmission between the motor and gear reducer. The drive system includes flexible belts and a set of pulleys to help produce the desired speed and torque ranges. Some manufacturers standardize on chain drives instead of belts.
A gearmotor, on the other hand, is a one-piece motor reducer. The motor’s low-inertia rotor is specifically matched to the characteristics of the gear unit. This results in a high dynamic capability essential for high start/stop cycles such as ribbon blending operations. Gearmotors are also designed to work well with electronic inverters. This combination in a direct drive ribbon blender provides enhanced speed control and features such as overload protection and adjustable starting torques.
Belt-driven ribbon blender systems suffer from losses in horsepower and efficiency through belt slippage. Belts also impose overhung loads that can limit the longevity of motor/reducer bearings. Their limited flexibility typically cannot accommodate high start/stop blending cycles. Belts “stretch” during their life especially when new; thus a ribbon blender system would require tension adjustment just after it’s installed and as the belt wears or stretches.
By comparison, modern gearmotors deliver higher operating efficiency, better performance, and numerous practical advantages. Because overhung loads on the motor and reducer-shaft bearings are eliminated in gearmotors, service life is longer. Maintenance required to align and adjust belts and couplings is eliminated as well. Today’s compact gearmotor designs enable smaller mounting platforms that improve the ribbon blender’s overall space requirement.
Manufacturers used to rely on belt-driven systems equipped with soft start couplings for high “dead load” starting situations. Shot-filled couplings were prone to overheating which ruined the coupling. Hydraulic couplings followed and with a fail-safe fuse, the hydraulic drive can at least be re-used after an overload. Either coupling design however drives up the blender cost and adds an extra maintenance-requiring element.
The evolution of gearmotor design, in combination with today’s latest electronic drive technology, opens up possibilities that were simply not available in past blender designs. Variable frequency drives (VFD) allow soft start and provide a convenient way of controlling speed anytime during blending and discharging. For most ribbon blender applications, gearmotor/VFD technology is the most reliable and cost-effective option. Sophisticated PLC systems can be easily integrated to program various steps and recipes in more demanding processes.
Tags: ribbon blender, direct drive, soft start