Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
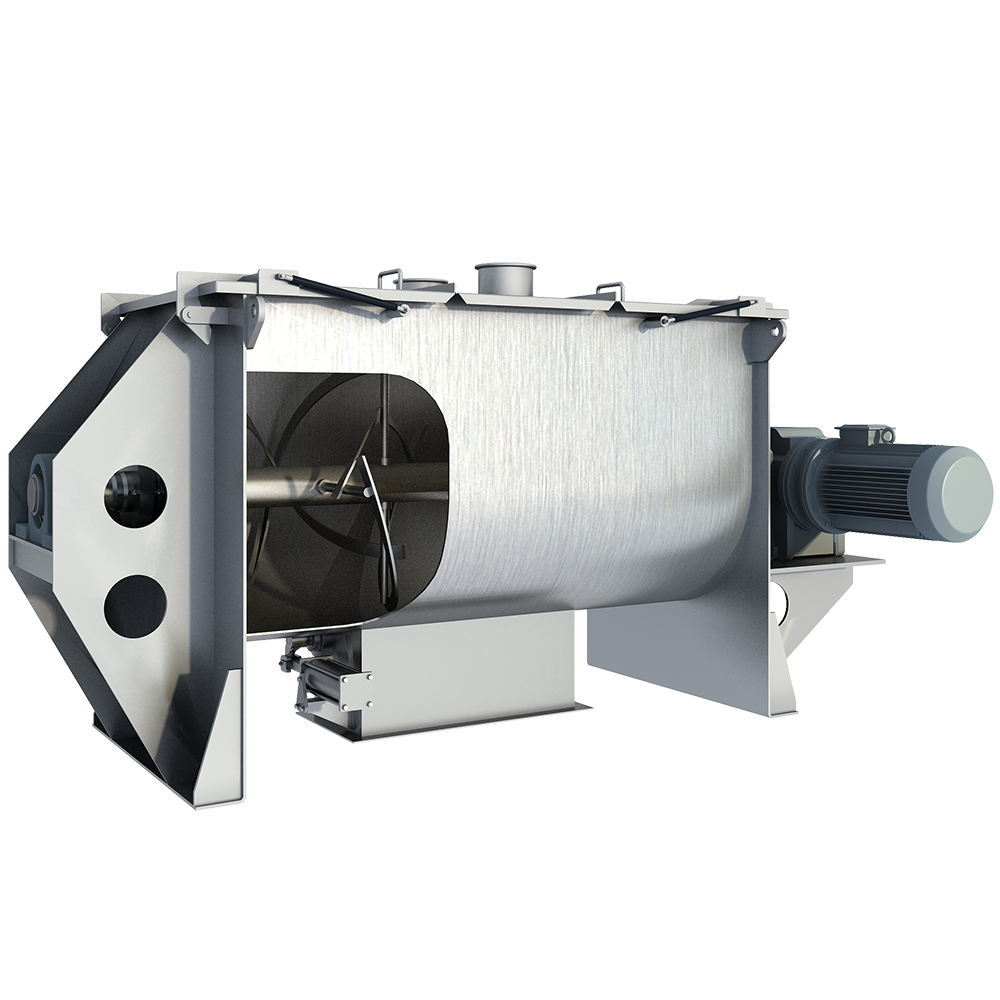
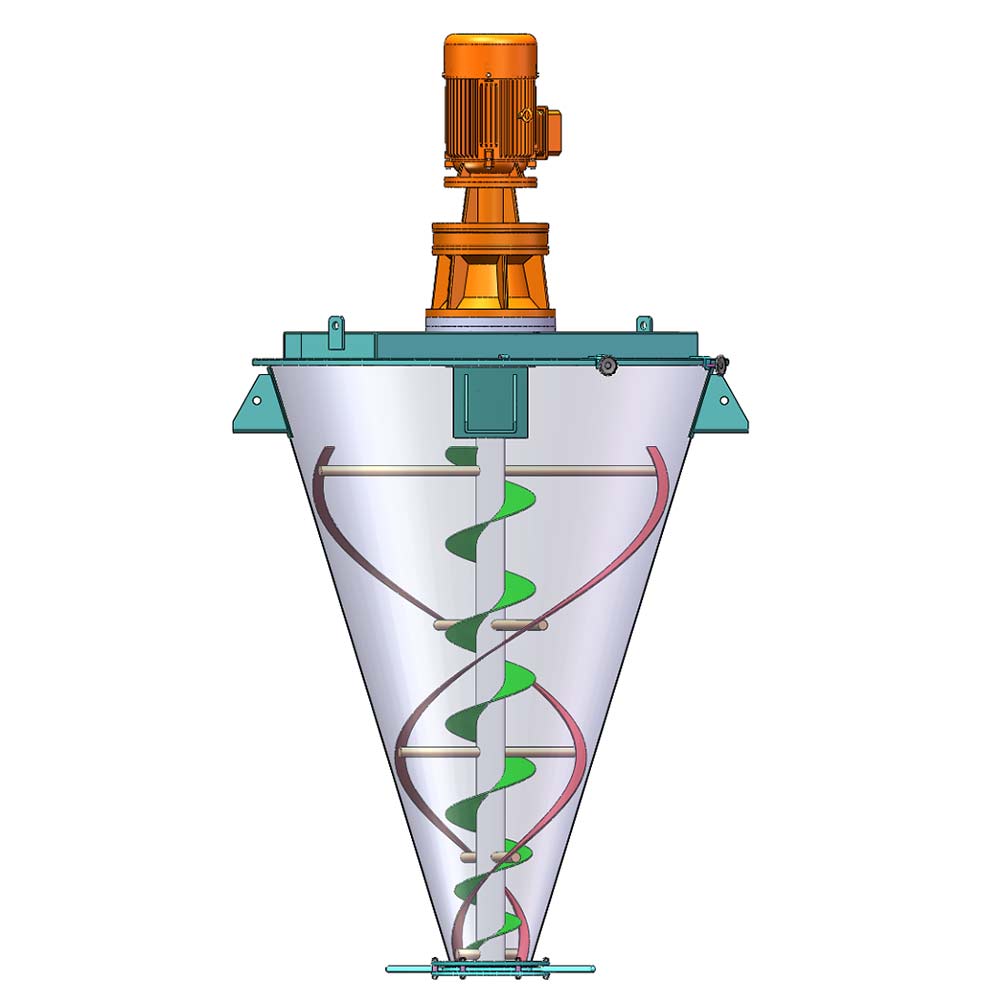
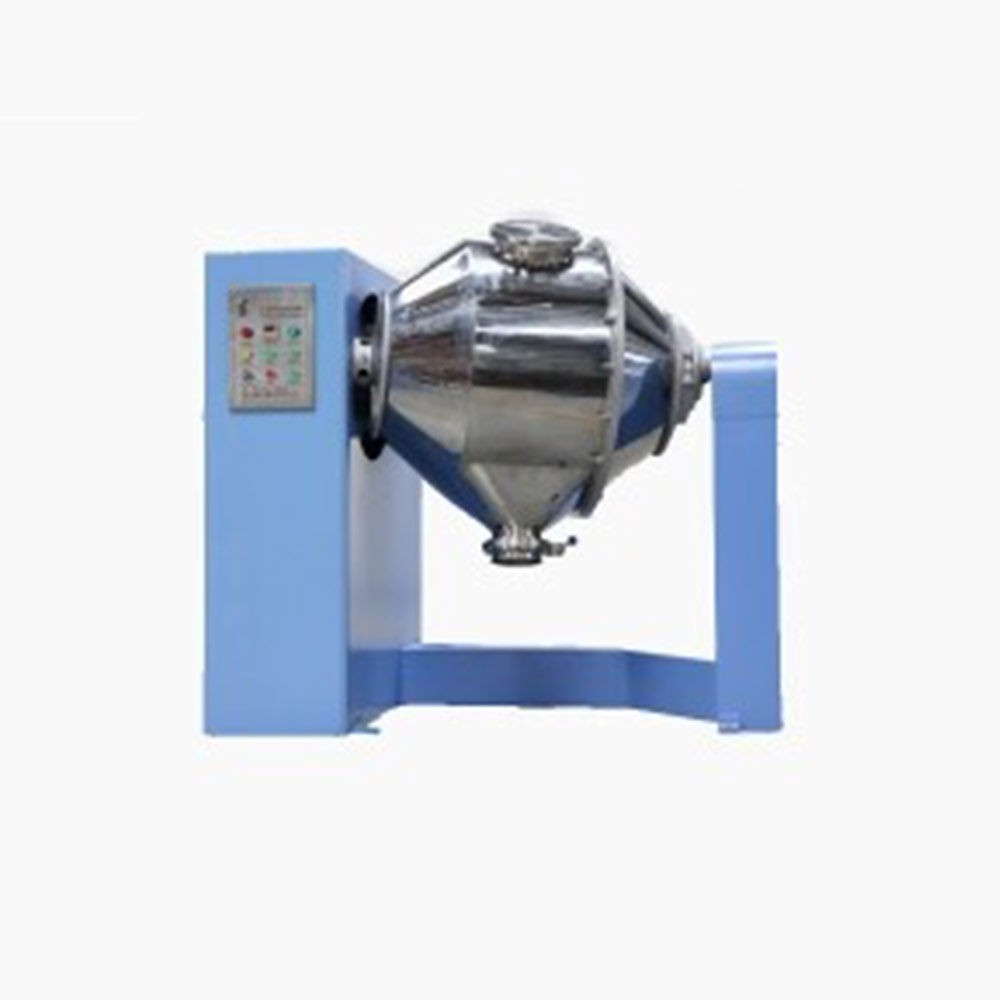
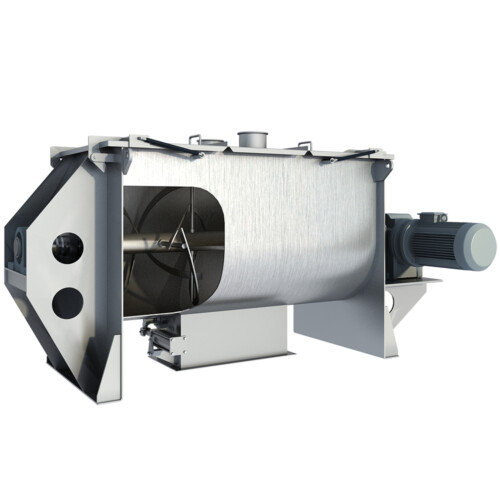
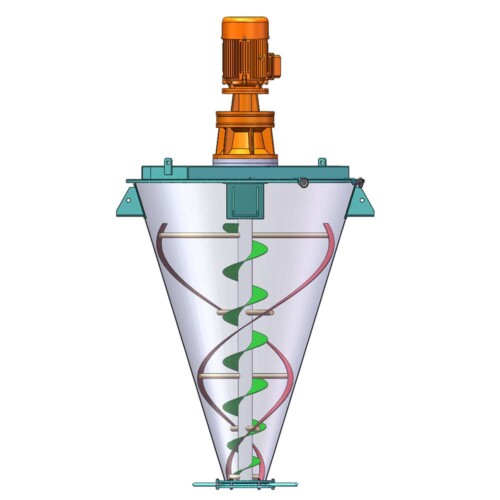
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







The key to well-blended mixtures
The segregation is one of the three key issues facing those that handle powders. It is responsible for unscheduled downtimes due to quality issues. The mitigation of segregation is a primary objective when handling mixtures and blends. Segregation is a mechanistic phenomenon.

For example, fine particles may sift down through a matrix of coarse particles, resulting in separation of fines and coarse. In this case, the fines generally end up near the top of piles formed. Conversely, fine or light particles can be entrained in flowing gas during free fall. When this aerated steam hits a pile or other surface, the gas travelling with the Particle is dislodged and air currents carry fine particles down a pile where they deposit near equipment walls. The fines usually end up at the bottom of the pile – a very different segregation profile than sifting segregation. In some cases fluidization of powder can result in a classification of particles within a column of bulk solid, creating a top-to-bottom segregation profile with the fines at the top. A prescribed material blend may be subject to one or all of these phenomena. To solve a segregation problem in a plant, one must understand the magnitude of the segregation (segregation intensity), the unique segregation pattern, and the root causes of segregation. Evaluations such as segregation potential tests, PSD analysis, angle of repose measurements, and true density tests, can be performed that quantify the segregation pattern, magnitude, and segregation mechanisms. It is possible with this information to determine how much of what component in a blend is segregating by which mechanism. It is important to measure the segregation intensity on a component – by -component basis. Segregation intensity is a standard deviation relative to the mean concentration of segregation potential test data. It is always measured for each component in the mix. You may find that one component has very low segregation intensity values, while other components in the mix has significantly higher values.
Equally important is a measure of the segregation pattern on a component-by-component basis. You want to know where in the process equipment each component may end up. This is generally done by plotting the segregation concentration profile measured from a segregation potential test as a function of some spatial dimension. This could be a plot of component concentrations down a pile or component concentrations as a function of depth of material. Test techniques exist that allow the user to get this information. If segregation intensity numbers are large, then the segregation pattern information helps an engineer design feed systems with the right velocity profiles or draw-down sequences to remix segregated materials during operation or discharge.
Sometimes the engineer wants to know what type of blender or equipment will best handle a material sensitive to segregation. In this case, understanding the cause(s) of segregation becomes important to determine which equipment may induce significant separation of material during operation. If a material is very sensitive to repose angle segregation, then a blender that blend predominantly by forming piles may be a poor choice, while a blender that operates without forming piles may be a better choice. Fully quantifying the segregation mechanism on a component-by-component basis requires a measure of segregation intensity numbers in addition to particle scale properties like particle size distributions, repose angles, or true particle density values. This particle scale or true particle density values. This particle scale or component scale information can be used, with segregation intensity numbers, to compute what percent of total segregation is due to a particular segregation mechanism for any component in the system. This approach not only allows an engineer to design system based on sound judgement, but provides formulators the ability to design a material that will not segregation in the first place. If one can quantify the causes behind segregation on a component-by-component basis, then one can modify a particle scale characteristic to charge the root cause of segregation and design materials with minimal segregation tendencies. Thus, to effectively solve segregation problems, one must know the segregation magnitude, segregation pattern, and segregation mechanisms on a component-by-component basis.