Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
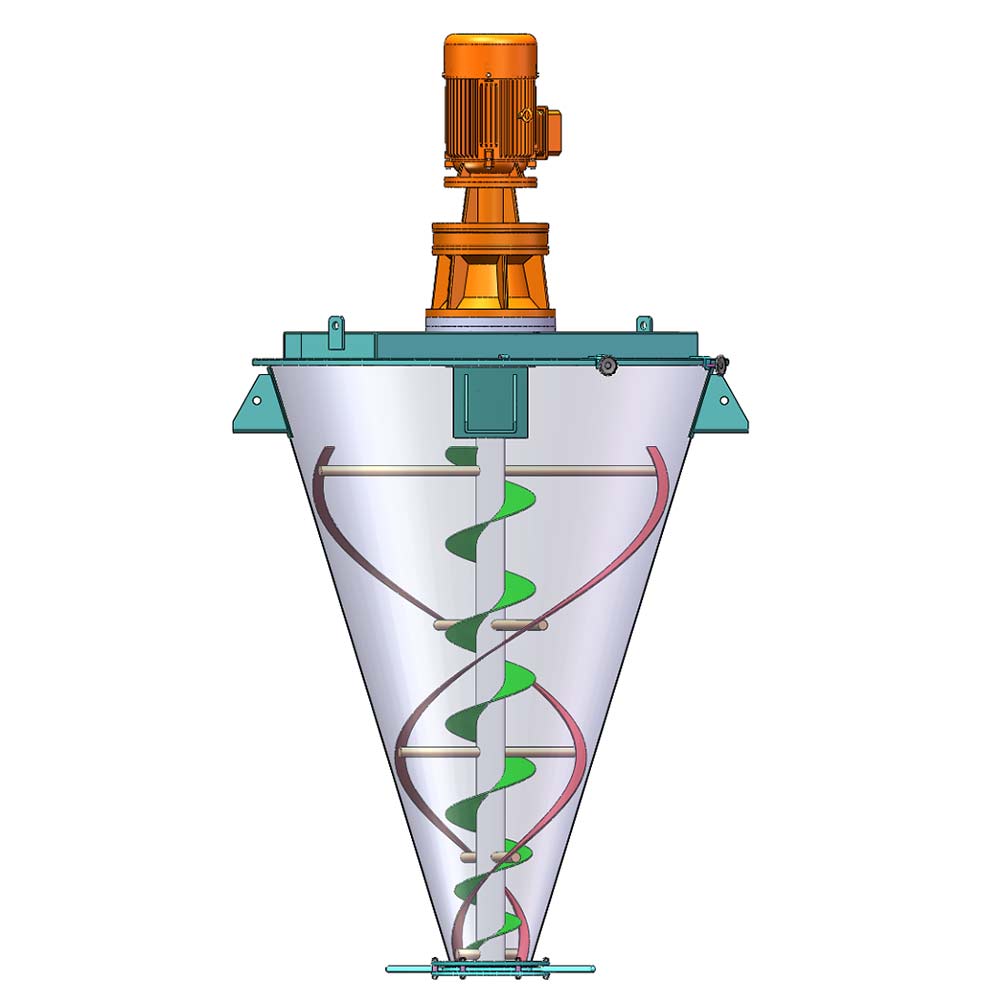
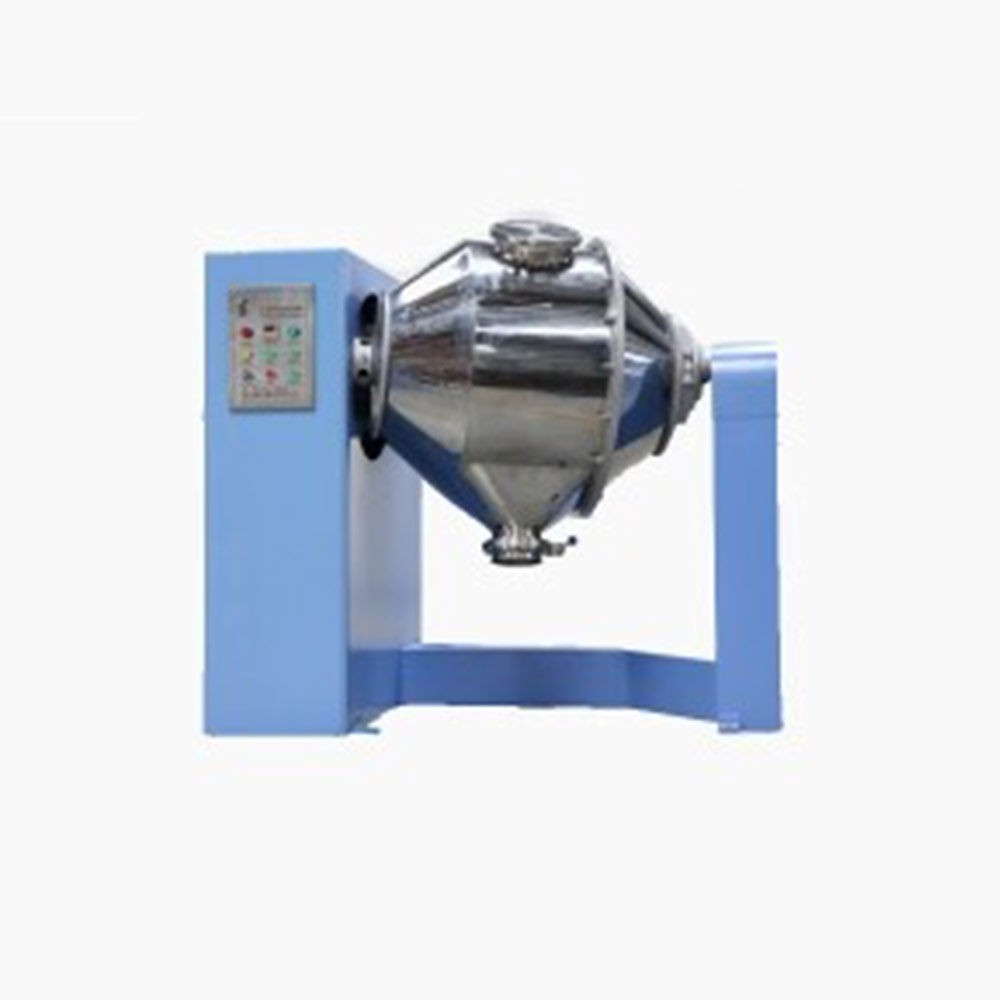
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







Ribbon mixer improves consistency in foodservice products
Heinz innovation team finds novel use for a familiar mixing technology.
Say “Heinz,” and everyone thinks of ketchup. After all, the company that began delivering Heinz Ketchup to local grocers with a horse-drawn wagon in 1876 is now the world’s foremost producer of ketchup. Each year, Heinz uses about 2.5 million tons of tomatoes to produce ketchup, pasta sauces, soups and other grocery staples.
At the Heinz Innovation and Quality Center outside Pittsburgh, PA, the pilot plant that Rick Schnupp manages is dedicated to satisfying consumer desires. This is where Heinz recently retuned its ketchup recipe to cut down on sodium without sacrificing taste and microstability. It is also where the Heinz Dip and Squeeze Ketchup package used in foodservice came to life.


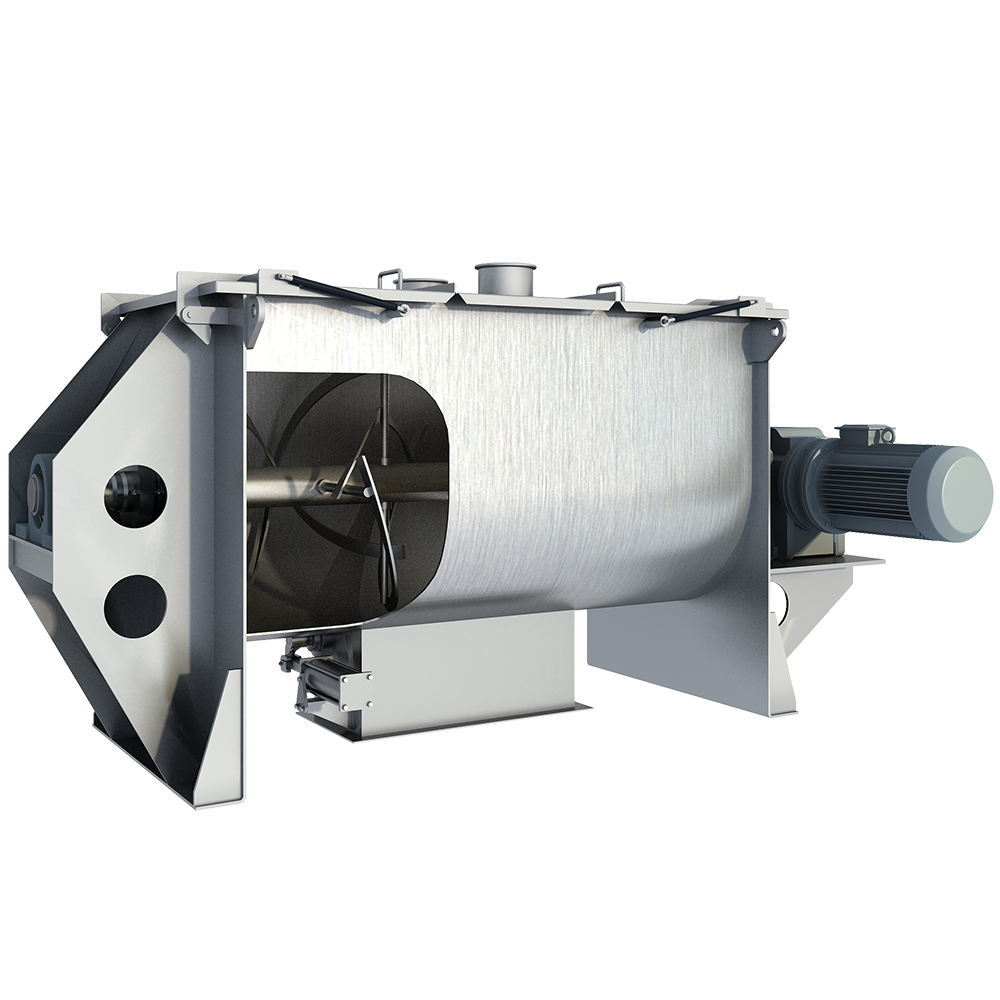
Top photo: Inner and outer helical ribbons turn continuously in the U-shaped trough of this Vortex ribbon blender. The ribbons are pitched to move material axially and radially, which generates thorough agitation. Variable speed control allows the Heinz team to apply adequate agitation without damaging delicate garnishes.
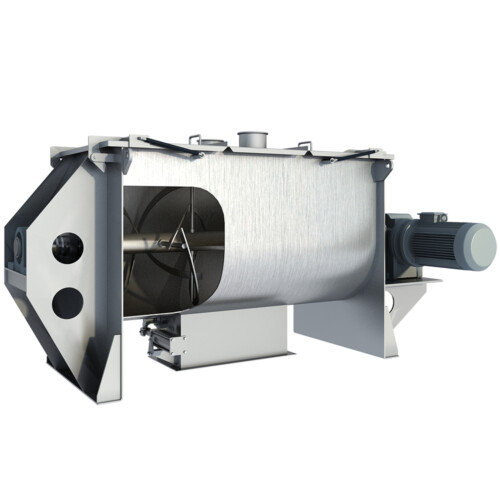
Bottom photo: Continuous agitation in a Vortex ribbon mixer ensures that soup garnishes are distributed homogeneously in final packaging and Heinz customers receive a consistent product.
“Our job is to develop fresh ideas,” says Schnupp. “Besides our work with ketchup, we’re improving recipes, production and packaging for hundreds of other products. On any given day in our plant, you may see us working with dry and frozen soups, tartar sauce, sandwich sauce, mayonnaise, mustard, chili, barbeque sauce, macaroni and cheese dinners and frozen desserts. Each day, we face the same challenge: controlling all the variables while we race to hit our target flavor and nutritional profiles, optimize quality and consistency, and deliver on schedule.
“We often have to complete the development process and deliver product samples in days. That requires some serious technology and process control.”
The pilot plant is built for speed and tight control. High-tech manifolds in two “process zones” operate like giant switchboards—automatically metering products and routing them to process stations. Heating and cooling media are controlled precisely. Dozens of process variables are monitored during processing. QA testing confirms the results.
Recently, the development team ran into an unexpected challenge—and a surprising solution.
“Our QA testing revealed that we could improve product consistency with better agitation in the holding tank upstream from our packaging equipment. Despite the slow agitation already in the tank, we found that soup noodles and other garnishes, for example, were less than 100 percent homogeneous once the product was actually packaged. We needed a way to produce a truly even distribution—top to bottom and side to side—in the tank,” Schnupp says.
Conventional wisdom would suggest replacing the agitator in the tank, or perhaps adding more control over the speed and pitch of the agitator. But Schnupp’s team had another idea.
“In any plant these days, where you’re always driving to improve product quality and consistency, the answer is often a system that is highly customized, highly automated and expensive. But once in a while, the best answer turns out to be a novel application of the most familiar technology you can imagine.
“We’d had a 1-cu.-ft. ribbon mixer in the plant for nearly 10 years, which was an extremely versatile mixer. That’s why they’re so common in the industry. This experience gave us the idea of replacing the tank altogether with a continuous blender that could adapt to a wide variety of products, provide either gentle or aggressive agitation and hold ingredients in near-perfect suspension before pumping to the packaging equipment,” Schnupp states.
The team contacted the original blender manufacturer, Vortex Mixing Technology Co., Limited. After consulting with Vortex engineers, they ordered a 5-cu.-ft. sanitary ribbon mixer for the line.
A sanitary ribbon mixer is a horizontal mixer with agitation provided by inner and outer helical ribbons turning in a U-shaped trough. The ribbons are pitched to move material axially and radially. With close tolerances in the trough and design additions such as flush discharge valves and Teflon scrapers, dead zones are eliminated, and thorough cleaning during changeover is simple and quick.
The modern ribbon mixer is driven by a gearmotor and equipped with a control system that provides variable speed, overload protection and adjustable starting torques to accommodate a wide variety of products and batch sizes.
“Ribbon mixers are generally used for fairly simple solid-solid blending,” says Schnupp, “like blending spices and snacks. Our application is different because we’re blending everything from dry soup mixes to sauces, salad dressings and seafood dinners in a highly controlled environment.
“We collaborated with Vortex engineers to customize the ribbon blender mixer to fit our process environment. Because this is a continuous line, we needed low-/high-level sensors to properly control the hot and cold liquid and particulate feeds. We also needed jacketing to control the mix temperature and guarantee microstability,” he states.
“Finally, we needed variable speed control. Thin broth soups require vigorous agitation, for example, while our cream of broccoli and mushroom soup requires gentle agitation to avoid damaging delicate ingredients.”
The sanitary blender is now hard piped and integrated with the other equipment and process controls in the plant. With continuous blending, the process line delivers 100 percent homogeneous product to filling equipment— ensuring a more consistent customer experience for Heinz foodservice clients.
For more information, please mailto: [email protected]