Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
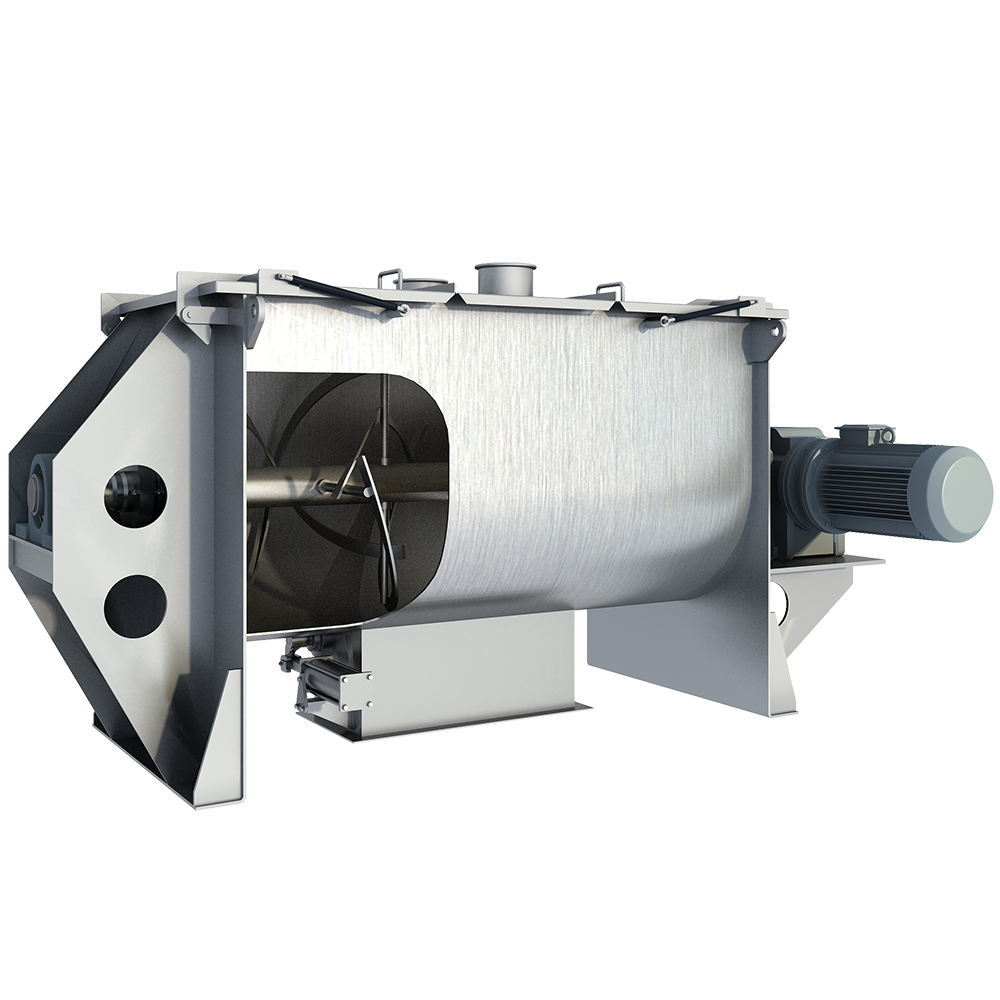
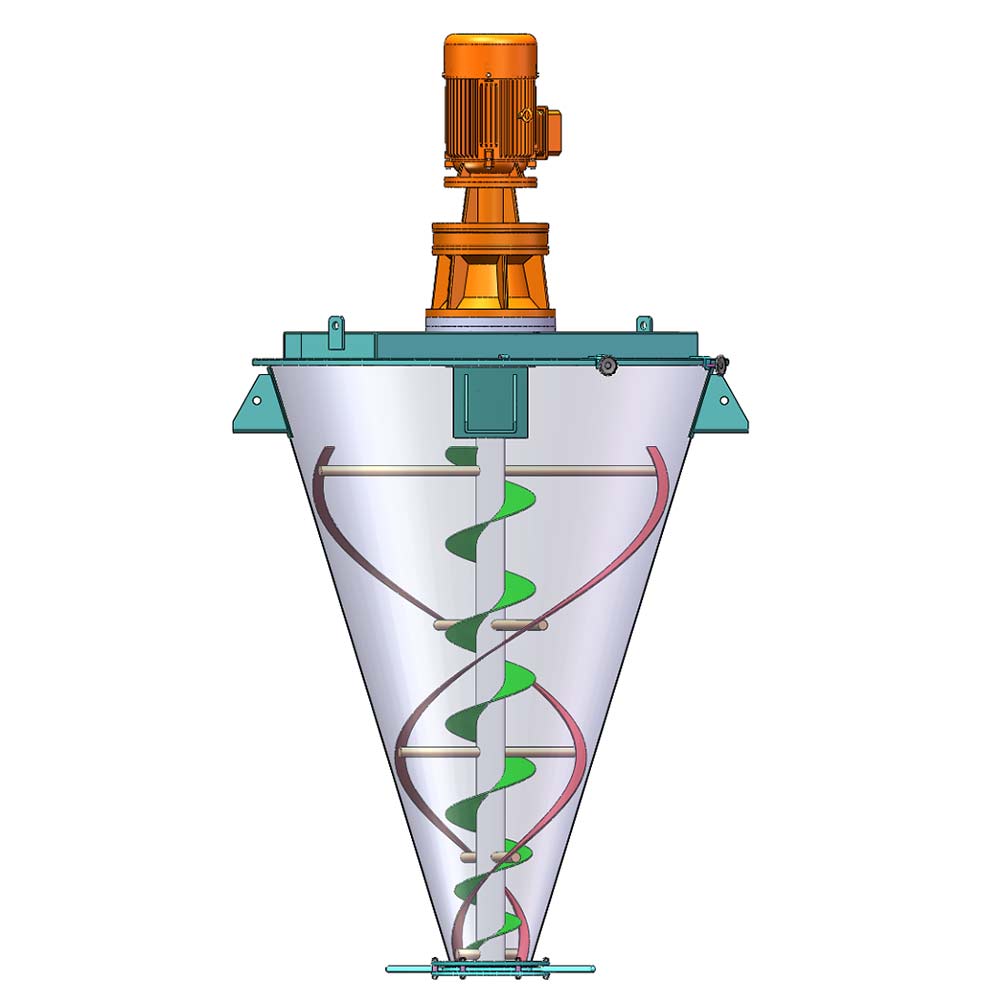
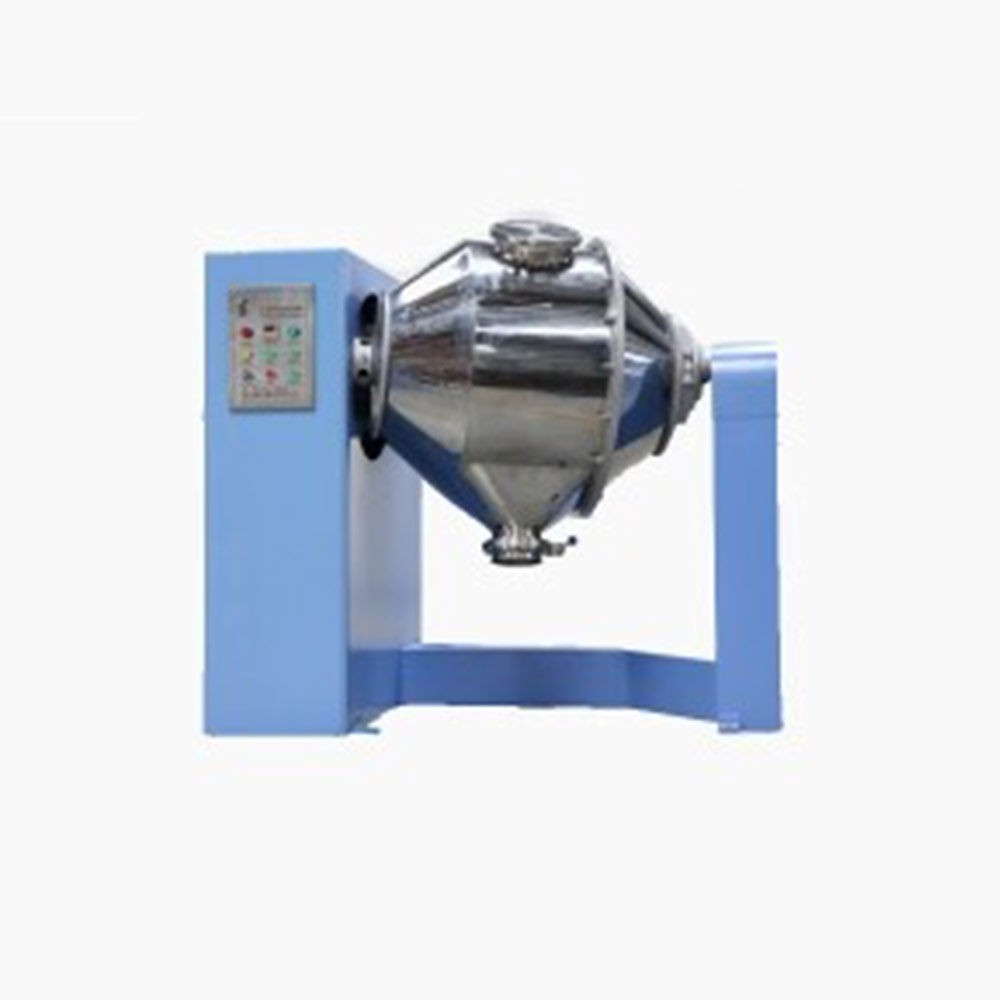
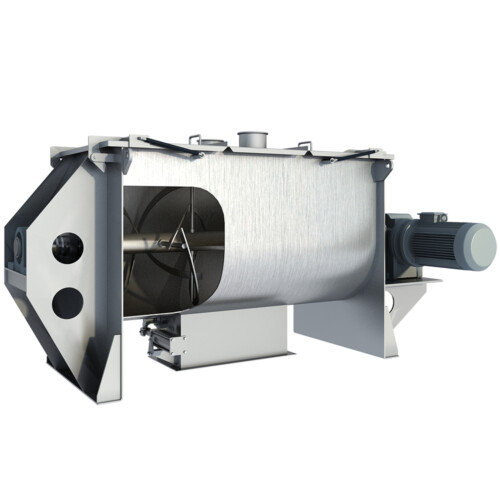
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







Ribbon Mixer Helps Increase Cocoa Mix Production
Richard Lee founded his factory providing fruit flavorings for food, dairy, liquor and drug industries in 1980s. With the development of the growing demand for health drinks, Richard purchased Fruit Products of Milo, which makes pure vanilla extracts and cocoa powders in the year of 2013. After adding the Milo production lines, sales have increased and they need more manufacturing space to expand their business. Meanwhile, they are seeking for a new processing line to increase cocoa mix production. The product line would require equipment to empty bags of raw materials and to transport, sift, and blend the materials.
With the development of the growing demand for health drinks, Richard purchased Fruit Products of Milo, which makes pure vanilla extracts and cocoa powders in the year of 2013. After adding the Milo production lines, sales have increased and they need more manufacturing space to expand their business. Meanwhile, they are seeking for a new processing line to increase cocoa mix production. The product line would require equipment to empty bags of raw materials and to transport, sift, and blend the materials.
To produce cocoa mix, the food processor receives truckloads of raw materials such as both alkalinized and naturally processed cocoa powder, powdered milk, starch, salt, dextrose, carrageenan, vanillin, gums, and stabilizers. Ingredients range in density from 30 to 42 lb/ft3. Most ingredients are free-flowing, though humidity hampers the flow of some cocoa powders and gums.
The cocoa mixes are produced on a per order basis, each mix containing a unique ingredient combination. So the food processor needed equipment that could be quickly and easily cleaned between batches. Strict fire safety regulations required the food processor to install a system to collect the dust generated from dumping ingredients.
The food processor considered equipment from various manufacturers before making a decision. The chosen manufacturer Vortex MT answered all the food processor’s questions and provided helpful suggestions. The manufacturer would provide all the needed components and would help install and start the equipment. As well, the manufacturer’s equipment prices and proposed installation time were attractive.
For the new processing line, the food processor selected equipment designed to handle powdered ingredients with varying densities and flow characteristics while minimizing dust. The components have smooth, polished surfaces and built-in vibrators that make them self-cleaning. Components include a Model FBD 42-8 filter bag dump station with an empty bag compactor, a 3-inch Trans Vair mechanical conveyor, a centrifugal sifter, and a 200-cubic-foot multi pitch horizontal ribbon blender.
The filter bag dump station dumps bagged material while removing dust. The material dumping area has a 45-inch-wide opening, a material grate, and a discharge hopper. In operation, a worker places a bag on the grate and slits open the bag. Material flows down through the grate and exits the discharge hopper.
The unit’s dust removal area includes a fan and a filter section with filter bags, a solid state timer, valves, and pulse-jet nozzles. While material is dumped, the fan creates a 135- to 235-ft/min airstream across the dump station opening to capture dust and carry it to the filter section. Dust collects on the filter bags’ exteriors, while filtered air exhausts from the station’s top. The solid state timer progressively activates the valves, sending high-pressure air through the pulse-jet nozzles located over each filter bag. The cleaning cycle alternates continuously, so filter bags not currently being cleaned continue filtering. Removed dust returns to the hopper.
A worker inserts empty ingredient bags through a side opening in the bag dump station into the empty bag compactor, which includes a compaction chamber, a push-button control, a hydraulic ram, and a side door. In operation, bags enter the compaction chamber. When the compaction chamber is full, a worker activates a compaction cycle by pushing a button on the bag dump station control panel. The hydraulic ram achieves a 12-to-1 compaction ratio, compressing as many as 240 bags into a plastic liner in the chamber. The maximum length of a compaction cycle is 16 seconds. When the plastic liner is full, a worker opens the side door and removes the liner.
 Meanwhile, the mechanical conveyor moves the cocoa mix ingredients from the bag dump station. The conveyor has a sealed sprocket assembly at the conveyor inlet and discharge, joined by two 3-inch conveying tubes. Equally spaced, connected discs travel around the sprockets and through the tubes. In operation, material enters the inlet and the discs move the material through the conveying tubes and toward the discharge. The discs’ velocity creates a moving air column, fluidizing the conveyed materials. On average, 20 percent of the volume between discs is material and 80 percent is air. At the discharge, the material and air separate, and the material’s linear velocity create a centrifugal force that discharges the material.
Meanwhile, the mechanical conveyor moves the cocoa mix ingredients from the bag dump station. The conveyor has a sealed sprocket assembly at the conveyor inlet and discharge, joined by two 3-inch conveying tubes. Equally spaced, connected discs travel around the sprockets and through the tubes. In operation, material enters the inlet and the discs move the material through the conveying tubes and toward the discharge. The discs’ velocity creates a moving air column, fluidizing the conveyed materials. On average, 20 percent of the volume between discs is material and 80 percent is air. At the discharge, the material and air separate, and the material’s linear velocity create a centrifugal force that discharges the material.
The conveyor discharges into the centrifugal sifter, which separates foreign materials from the ingredients. The powdered ingredients fall through the sifter into the ribbon blender, which has a multi pitch agitator that quickly and thoroughly mixes the ingredients, despite their varying density and flow characteristics. The equipment manufacturer designed and built a special support structure so that gravity channels the finished batch into a storage container directly beneath the blender for packaging; no extra conveying system is required. Manufacturer representatives directed the installation and provided operation and safety training to the food processor’s workers.
 The ribbon mixer has increased production and cut labor costs 20 percent, while reducing waste and increasing yield. The equipment has virtually eliminated the operation’s dust control problem. The ribbon blender has three times the capacity -up to 6,700 pounds of the food processor’s old blender. By operating the blender at maximum capacity whenever possible, less time is needed to perform batch quality control tests.
The ribbon mixer has increased production and cut labor costs 20 percent, while reducing waste and increasing yield. The equipment has virtually eliminated the operation’s dust control problem. The ribbon blender has three times the capacity -up to 6,700 pounds of the food processor’s old blender. By operating the blender at maximum capacity whenever possible, less time is needed to perform batch quality control tests.
The processing equipment meets national and local safety requirements, according to the food processor’s officials. The equipment also meets the food processor’s production, cleanliness, and quality control standards. Because the equipment is self-cleaning, the food processor can switch products quickly without powder residue from one mix contaminating the next batch’s flavor.
Richard Lee is very impressed with the design of this product line done by Vortex Mixer Technology. As the expert of ribbon mixer, Vortex MT always meets your demands for a better process.