Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
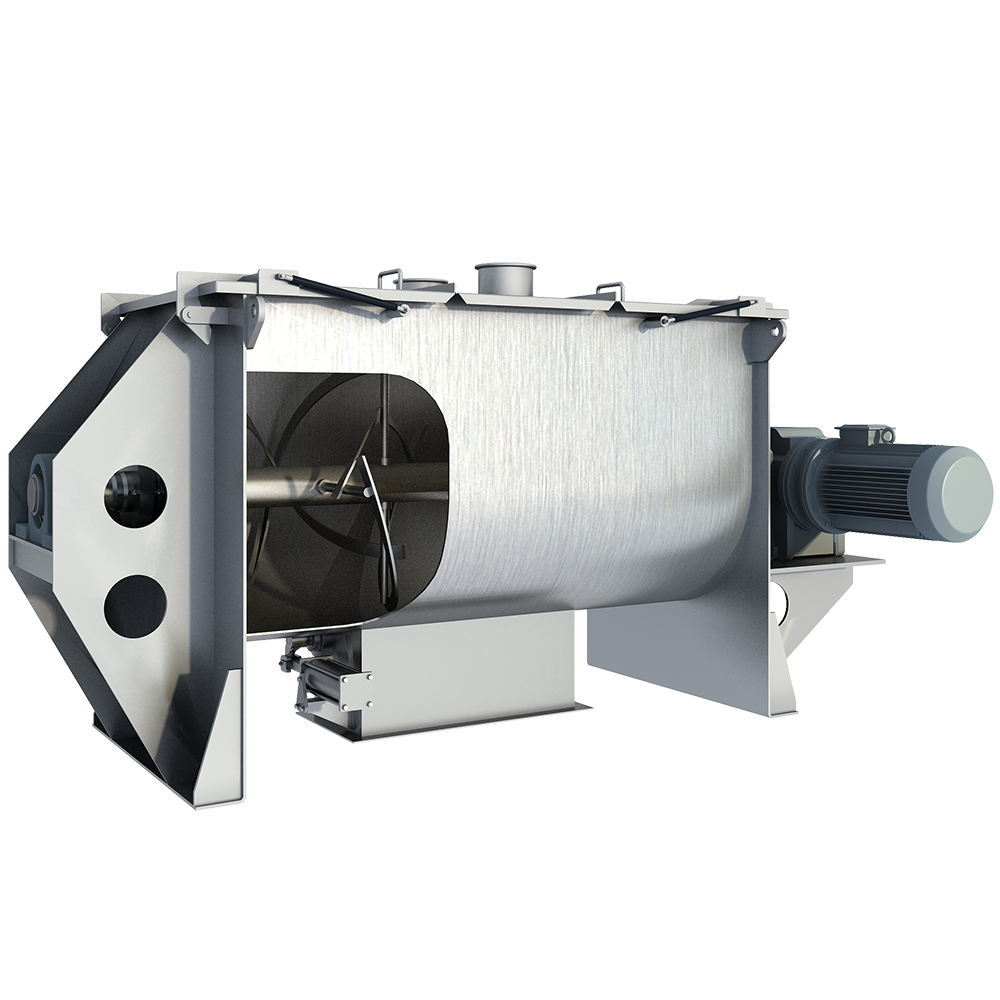
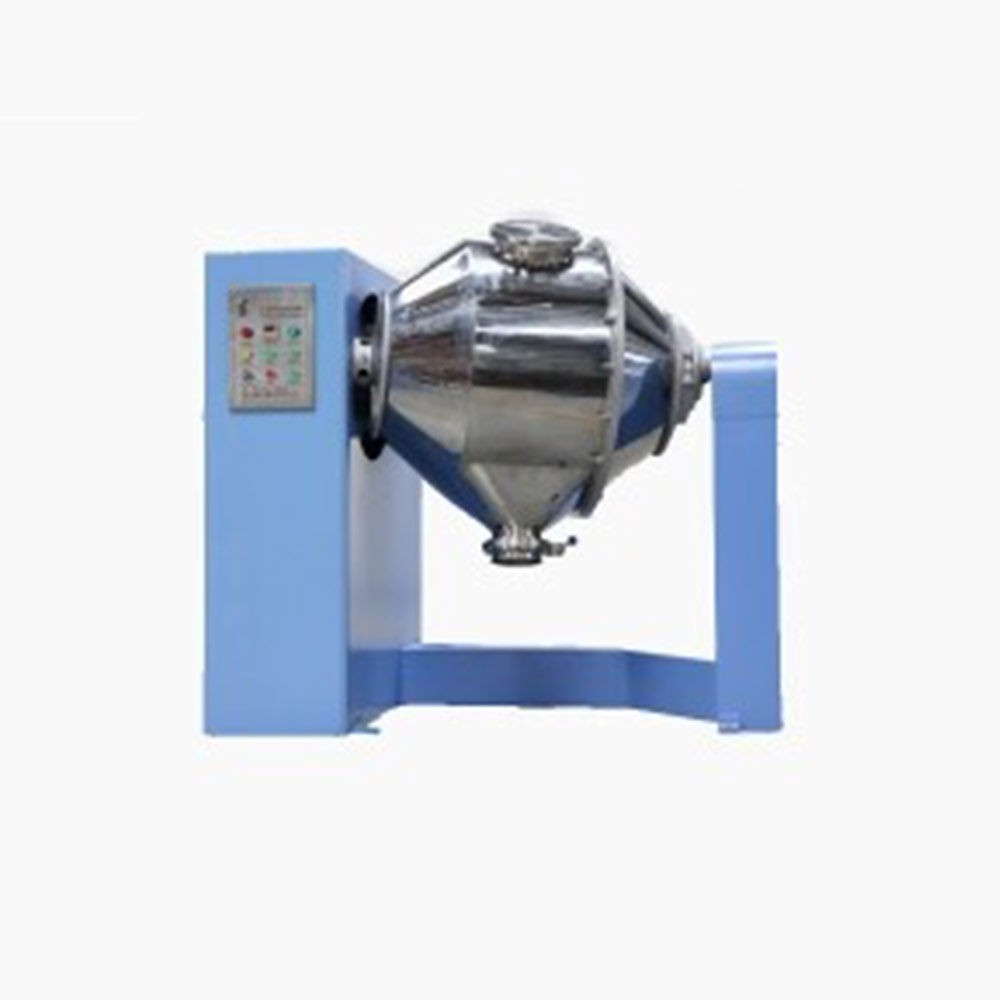
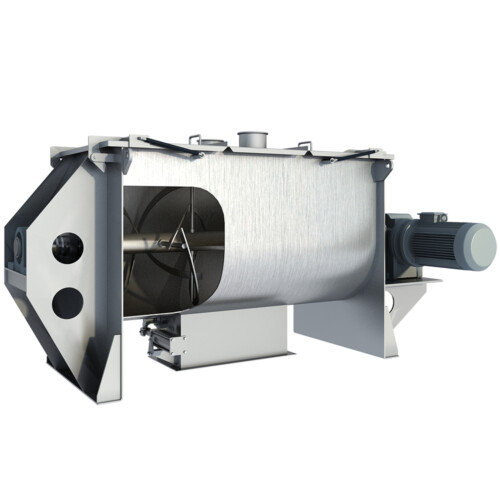
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







Quick, thorough, and gentle blending with a vertical ribbon mixer
Turn a horizontal ribbon blender on its end and you’ll have a rough idea of what the vertical ribbon mixer looks like. But there’s more to the mixer than its orientation: It provides fast, thorough, yet gentle batch blending for dry or slightly moist solids. This article provides a basic introduction to the vertical ribbon mixer and gives some advice on choosing one. Sections cover how the mixer works, how to select a mixer for your application, and some example applications.
Do you need to thoroughly mix dry ingredients? Is mixing speed important to you? Or are you concerned about gently handling particles in your mixture? One mixer that can handle these requirements is the vertical ribbon mixer.
The mixer operates at relatively low speed to gently handle materials while providing enough intensity to thoroughly blend them in a relatively short cycle time. You can take advantage of this short cycle time – typically one-third to one-half that of conventional horizontal ribbon mixers -to mix more batches in a smaller vessel, which can reduce your processing costs. Unlike most other mixers, which typically can be filled to 40 to 60 percent of their gross volume, ingredients can fill from 10 to 90 percent of the vertical ribbon mixer’s gross volume, improving your process efficiency.
The mixer handles dry mixtures or those with a small percentage of moisture rather than slurries or other mixtures with a high moisture percentage. Applications include foods (such as bakery mixes, breakfast cereals, and spice blends), pharmaceuticals, colorants and pigments, plastics (such as dry blend additives), coatings, metallurgy, and others.
How the mixer works
The vertical ribbon mixer is available in two types: single and double shaft.
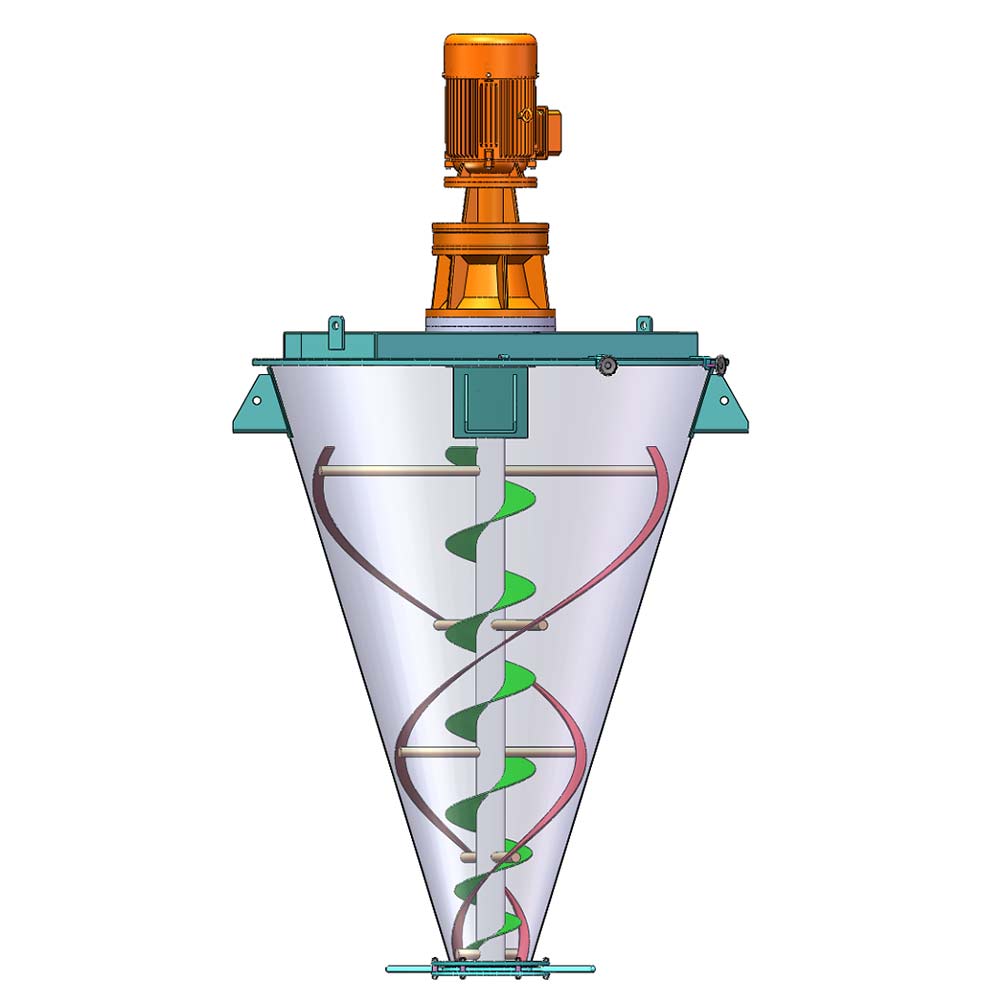
Single-shaft type. The single-shaft mixer, shown in Figure 1a, has a rotating shaft fitted with horizontal arms that support helical blades (also called ribbons). The shaft, arms, and blades together are called the mixing tool. The rotating shaft runs through the center of a cylindrical, vertically oriented air- and water-tight vessel. The motor (not shown on the figure) that drives the shaft is typically located on the vessel’s top, which prevents material from contacting the motor’s wear parts.
One (or more) material inlet is located in the vessel top. A discharge, typically a flush-mounted plug valve that can be small (about 8 to 10 inches) or large (up to 16 inches), is located at the vessel bottom. The mixer can also have more than one discharge so that different batches can be discharged to different processing lines. An access door (not shown on the figure) is located on one side of the vessel so workers can inspect, clean, and service the mixing tool and vessel interior. The mixing tool and vessel are typically made of stainless steel; in some applications, the vessel is made of carbon steel and has a painted exterior finish. The welded seams in the vessel’s interior are ground smooth and polished for most applications.
In operation, dry ingredients are loaded through the mixer inlet (or inlets) until they fill from 10 to 90 percent of the mixer’s gross volume, depending on the application. The shaft rotates at relatively low speed, causing the mixing tool to thoroughly rearrange the ingredients, as shown in Figure 1 b. The rotation creates an upward screw like movement of the ingredients along the vessel periphery and then a downward movement along the shaft through the vessel center. The relatively low speed action enables the mixer to operate smoothly with low vibration.
Thorough mixing is achieved in 5 to 8 minutes or less, regardless of the structure and composition of the ingredients in the mixture or their particle size distribution, moisture content, adhesiveness, bulk density, or particle shape.
The finished mixture passes through the discharge for further processing. When the mixer has a small discharge, the mixture can be discharged slowly while the flow is regulated to prevent segregation. This is suitable for applications where the mixture will immediately be packaged into small containers or delivered to a pharmaceutical filling and dosing unit. When the mixer is fitted with a large discharge, the mixture can be discharged quickly by gravity to a surge hopper, a pneumatic conveyor, or the next process step.
The single-shaft vertical ribbon mixer is suitable for applications requiring extremely gentle mixing or minimal particle degradation. Examples are mixing cereal flakes and other fragile ingredients such as freeze-dried fruits and vegetables, homogenizing abrasion-sensitive pellets such as pharmaceutical granules, and mixing plastic compounds without increasing their temperature. When fitted with a thermal jacket in which water, thermal oil, or steam is circulated, the mixer can also provide gentle drying or cooling, such as cooling spray-dried fertilizers.
The mixer can handle operating temperatures from -130°F to 500°F and can be operated under pressure or vacuum. Standard mixers range from small lab sizes to production sizes up to 1,000 cubic feet; larger mixers can be fabricated to suit your application.
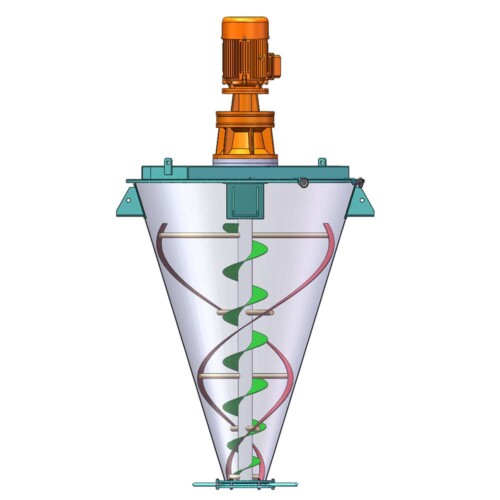
Double-shaft type. The double-shaft mixer, shown in Figure 2a, has a vessel shaped like two single-shaft vertical ribbon mixer vessels that have been joined at one side. The mixer has two rotating shafts but the same type of mixing tools and other features as the single-shaft unit. The double-shaft mixer also has two large access doors so workers can inspect, clean, and service the mixing tools and vessel interior.
The double-shaft mixer’s operation is similar to that of the single-shaft unit. However, both shafts rotate in the same direction at somewhat higher speed, providing more intense mixing, and the rotation is synchronized to create a crosswise mixing pattern, shown in Figure 2b. The mixer thoroughly mixes ingredients within 2 to 4 minutes or less.
More details and options for both types. Both single- and double-shaft vertical ribbon mixers can be fitted with components for intensifying mixing and adding small amounts of liquid to the dry mixture. A cutting rotor in any of several configurations, along with a liquid feed lance that sprays into the cutting rotor area, can be mounted inside the vessel wall. An example is shown in Figure 3. These components allow the mixer to handle applications such as cutting, delumping, compacting, liquid blending, milling, coating, and coloring; dispersing microfine materials; and blending highly viscous fats, oils, lecithin, and extracts into flour that’s easily fluidized.
A spray nozzle mounted inside the vessel top can also add liquid to the mixture. The nozzle sprays liquid downward into the moving material when the mixer is operating at low speed. This gently wets the mixture, which is useful for adding honey to cereal flakes, applying oil or fat to dry soup mixes containing noodles, and similar applications.
The mixer can also be equipped with an automatic clean-in-place (CIP) system with medium- or high-pressure lances that have orbital spray heads. The system is activated after the mixture is discharged and while the helical blades are operating so that all surfaces on the vessel interior and mixing tools can be sprayed with the cleaning liquid and completely washed.
The mixer’s relatively low vibration allows the mixer to be mounted on load cells. This can be desirable in cases where a major ingredient must be weighed as it’s added to the vessel. In other cases, the mixer can be installed at a slight tilt to promote special mixing characteristics or more thorough discharge.
How to select a mixer for your application
Any of several vertical ribbon mixer manufacturers can help you determine whether a vertical ribbon mixer can handle your application and, if so, whether a single- or double-shaft unit is best. The manufacturer can also help you determine the unit’s capacity, materials of construction, and optional components.
As part of this process, the manufacturer will give you a questionnaire about your process and requirements. The information you’ll need to supply typically includes:
• Your contact information
• The name, relative quantity, bulk density, particle size distribution, and handling characteristics of each ingredient in your batch recipe
• Your application requirements, such as extremely intensive mixing, extremely gentle mixing, or successive gentle and intensive mixing, as well as any more specific requirements, such as moistening, dispersing, pelletizing, delumping, coloring, plasticizing, heating or cooling, drying, or freezing
• A description of any chemical reactions that will occur during blending
• The time allowed for each batch step, including filling, mixing, and discharging
• The required batch size, in both minimum and maximum volume (in cubic feet) and minimum and maximum mass (in pounds)
• The pressure or vacuum requirements and maximum operating temperature
• A need for using a thermal jacket to heat or cool the mixture, and which media (water, thermal oil, or steam) you want to circulate through the jacket to control the temperature
• The electrical requirements, including operating voltage, control voltage, NEMA rating, and other specifications
• The containers from which ingredients will be fed to the mixer (such as small or bulk bags, barrels, or a weighing vessel) and the feeding method (such as manual feeding, screw feeding, or pneumatic conveying)
• The containers or equipment (including small or bulk bags, barrels, trucks or railcars or a screw conveyor, bucket elevator, or pneumatic conveyor) to which the mixer will discharge the mixture and whether the discharge requires gravimetric or volumetric control
• The mixer’s material of construction, such as various grades of stainless steel or carbon steel, and the surface grit polish (from 40 to 240 and above)
• The mixer, if any, that the vertical ribbon mixer will replace in your plant
• The required mixer cleaning method, such as dry cleaning, manual wet cleaning, manual steam spraying, or automatic wet cleaning with a CIP system
• Additional required components, such as a support stand for the mixer, an access platform, a control panel, load cells to mount the mixer on, a feed pump for adding liquid ingredients, and a pump for an automatic CIE’ system
The mixer selection process doesn’t end here. Expect the manufacturer to test your ingredients in the vertical ribbon mixer under your operating conditions either with a mixer in the manufacturer’s testing facility or with a pilot-scale mixer in your plant.
Together, you can develop a test protocol that will provide useful results and satisfy your plant’s testing standards. For instance, you may prefer a particular sampling method or a particular method for testing the blend quality (such as adding a color dye to give visible results or adding a salt to the mixture that must be dissolved for analysis).
For best results, be present for the mixer tests. Witnessing the tests will not only help you learn how the mixer operates but will help the manufacturer fine-tune the mixer’s operation to meet your mixing requirements under your process conditions. Work with the manufacturer to use the test results in selecting a mixer and components for your application. The manufacturer can scale up the test results to your production requirements.
Two typical installations
The following information describes how single- and double shaft vertical ribbon mixers have been used to solve different processing problems.
Single-shaft mixer in plastics additives plant. In 1998 three single-shaft stainless steel vertical ribbon mixers were installed in identical production lines in a plastics additives plant. The mixers blend color pigments, lubricants, and fillers to create intermediate additives for plastics.
The mixers can be filled to various levels and are automatically controlled via the plant’s process control system. Each mixer’s rotating shaft has a variable-speed drive to provide extremely gentle mixing of the fragile additive ingredients. The mixers’ mixing tools, interior walls, and access door interiors are welded and ground smooth to provide groove- and crevice-free material-contact surfaces. These surfaces prevent material buildup and promote complete discharge without requiring manual cleaning. Each unit has a large discharge.
Two weigh vessels, one for major ingredients and one for minors, are located above each mixer. The process control system directs the feeding of each ingredient in the correct quantity to the appropriate weigh vessel until all ingredients for the batch are collected. Then the control system activates the discharge of ingredients from the weigh vessels, which flow by gravity to the mixers.
Each mixer runs as all the ingredients – from 7 to 23 total, depending on the batch recipe – are fed into it. After about 2 minutes of mixing, the control system signals the mixer’s large discharge to open. The mixture quickly and completely discharges by gravity to one of three surge hoppers.
The plant considers the intermediate additive mixture’s homogeneity to be ideal. The mixers’ smooth interior surfaces and complete discharge allow the mixers to handle successive batches of light, dark, lumpy, and finely dispersed mixtures without cross contamination and without manual cleaning between batches. After operating for 1 year and opening and closing more than 10,000 times, the discharges on the mixers show no wear.
Double-shaft mixer in confectionery plant. In 1992 a confectionery plant installed a stainless steel double-shaft vertical ribbon mixer to mix several dry and a few liquid ingredients to produce sweeteners, essences, fruit preparations, and chocolate specialties.
The mixer has two inlets, including one for manually adding minor ingredients. The mixer’s material-contact parts, including mixing tools, interior walls, and access door interiors, are welded and ground smooth to prevent material buildup and provide complete discharge. This interior finish permits the mixer to be cleaned while dry using a brush or vacuum, eliminating the need to wash it down using water. Dry cleaning saves times because it requires no drying period after cleaning, and it also prevents humidity-based microbial problems that can affect food after equipment is wet-cleaned.
A cutting rotor and feed lance are mounted inside the mixer wall. A control panel links the mixer to other equipment in the operation and provides an operator interface.
The operator uses the control panel to control the pneumatic conveying of powdered ingredients, including sugar, cocoa powder, milk powder, flavorings, and additives, to a batch weigh vessel above the mixer. When all ingredients are in the vessel, the batch weighs between 150 and 2,000 kilograms. The operator directs the mixer’s feed inlet to open and then activates the weigh vessel’s discharge valve. At the same time, air pads in the weigh vessel are activated to promote complete discharge of the batch into the mixer.
The operator starts the drive for the mixer’s rotating shaft and, after the required mixing time has elapsed, turns off the drive. An indicator on the control panel lights up, signaling the operator to manually add minor dry and liquid ingredients, such as lecithin, essences, and cocoa butter, through the mixer’s manual feed inlet. After these minor ingredients are added, the operator starts the mixing tools and cutting rotor to run simultaneously. After a total mixing time of 2 to 6 minutes, including all mixing before and after the minor ingredients are added, the operator opens the mixer’s discharge.
The mixture flows to a collecting tank. From the tank, it’s pneumatically conveyed about 20 meters to a nearby packaging line. (When the mixer is used to make a mixture that tends to segregate, the mixture is transferred directly from the mixer to drums, bulk bags, or a dense-phase vacuum pneumatic conveyor.)
Prior to the mixer’s installation, the confectionery plant was concerned that the mixer’s operation would transmit vibration to the wide-span steel platform it was mounted on. If the mixer had transmitted this vibration, the plant would have to reinforce the platform, which would be costly. But the mixer’s operation produced little vibration, and the platform required no reinforcement.
Since the mixer has been operating, the plant has been satisfied with its mixing performance. As the result of the blend quality the unit achieves, the plant has been able to use the mixer to develop several new products.