Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
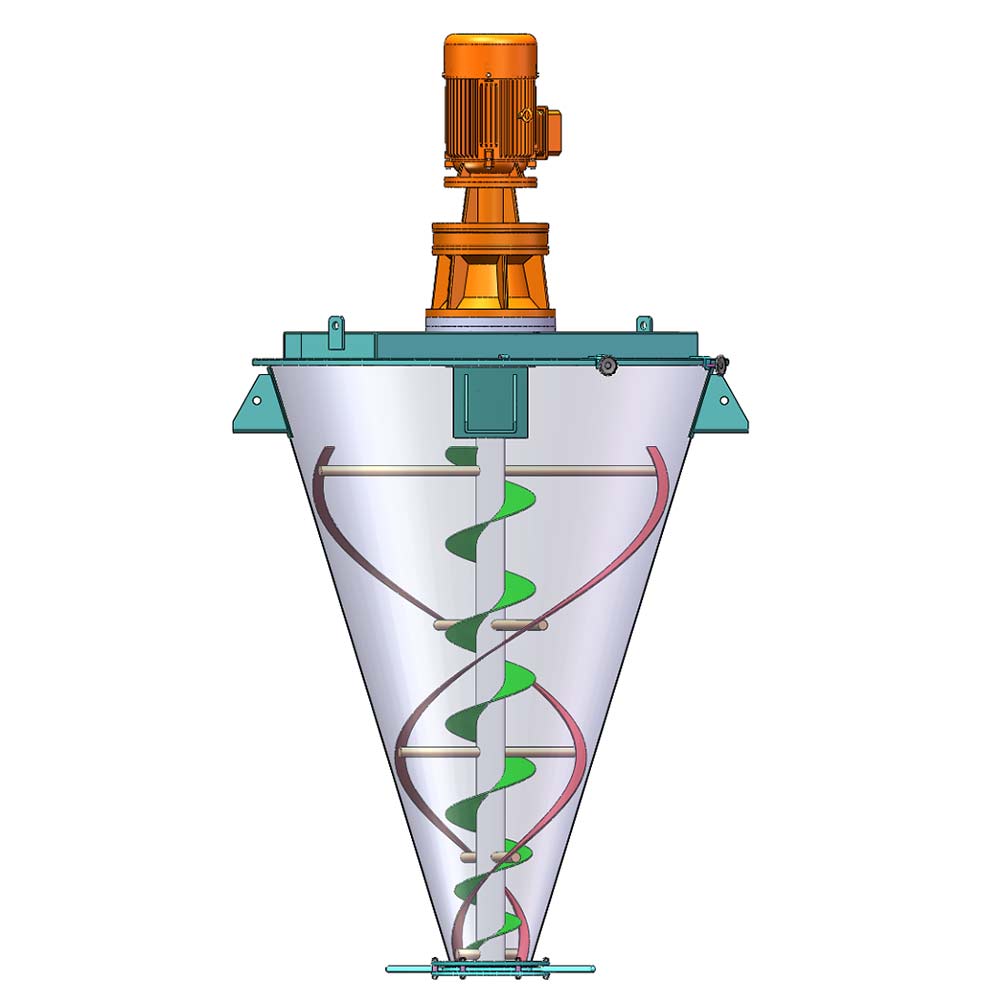
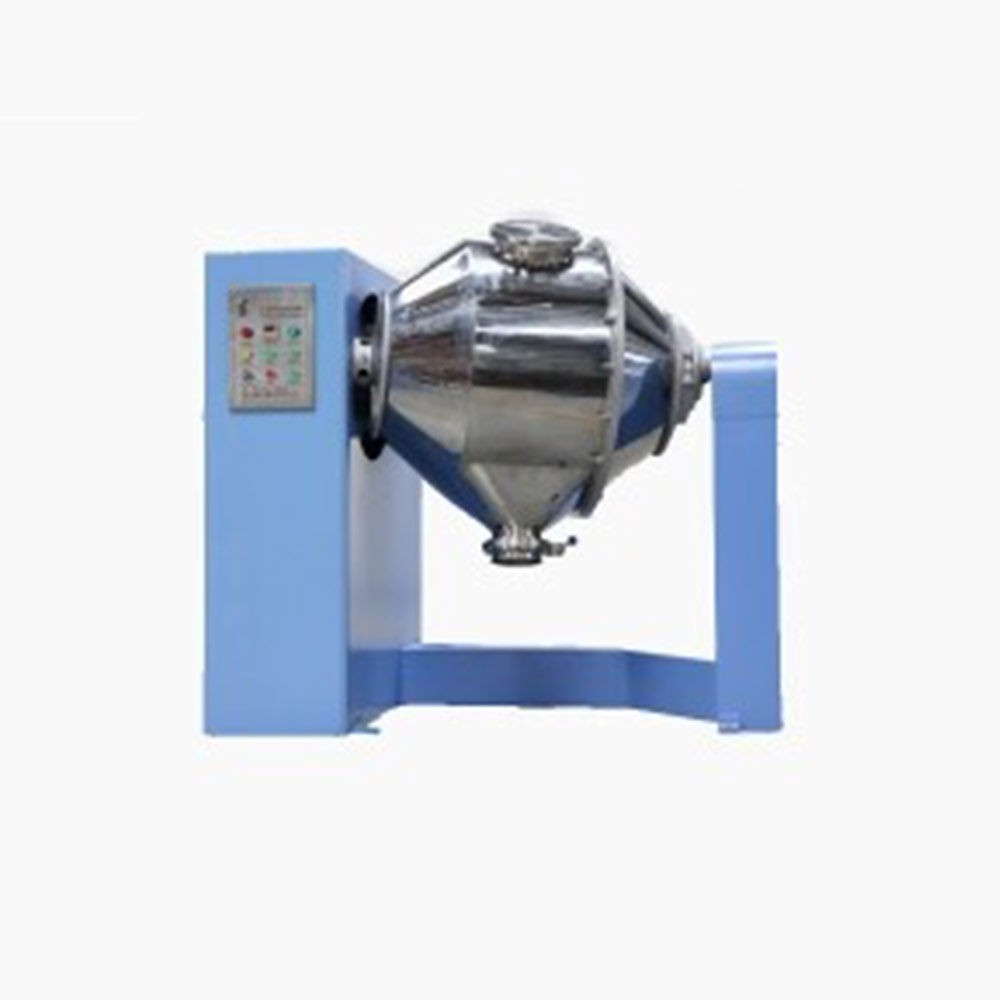
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







How Well Do You Know Your Ribbon Blender?
The batch ribbon blender’s simplicity, functionality and waffordability all contribute to its widespread use within the world of baking and snack foods. It is commonly used for dry blends such as bread, cake and muffin mixes, flavorings, spices and trail mixes as well as for wet applications such as extruded cereals and snack foods.
Although this type of blender design is well-known in the industry, many may be unaware of the key design factors that drive mixing productivity and efficiency. Not all ribbon blenders are designed to be nor are created equal.
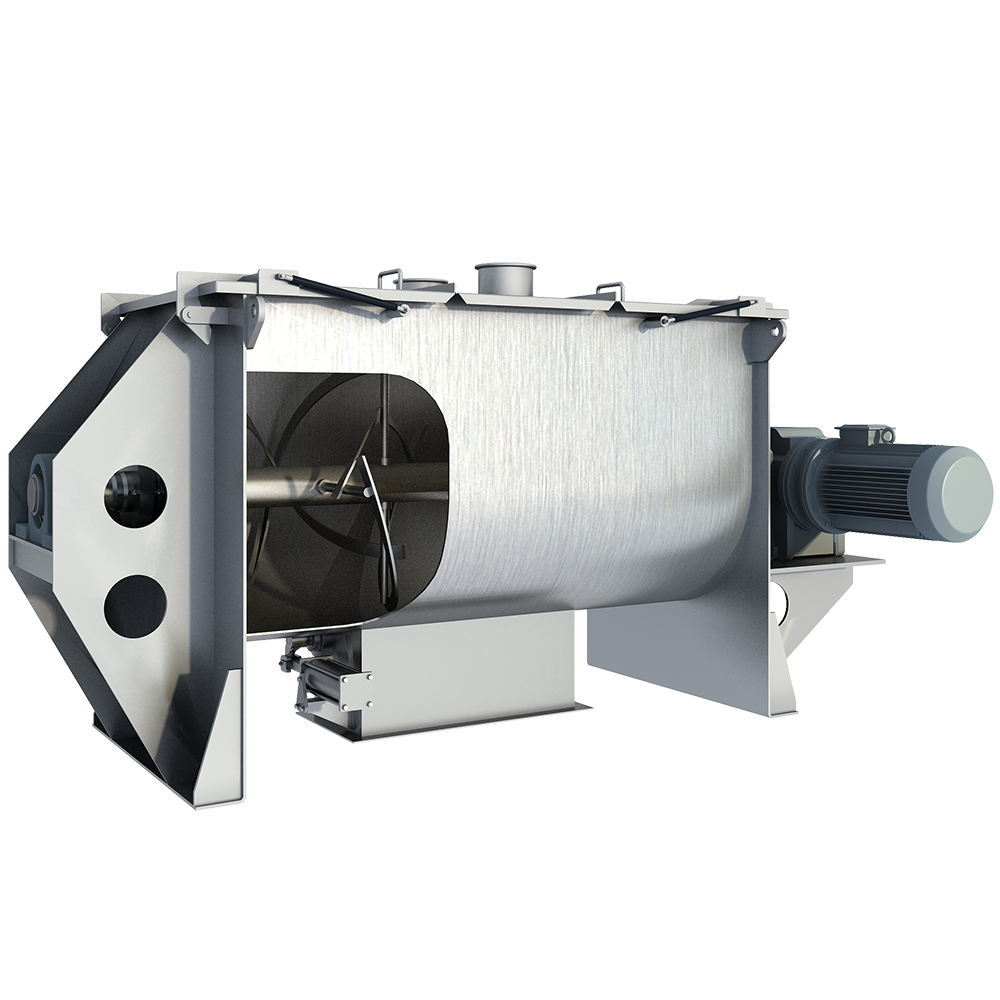
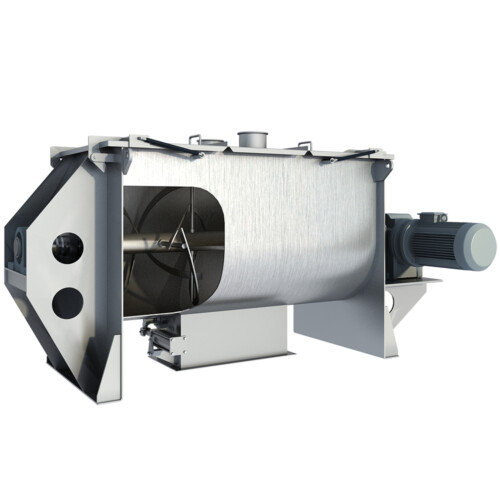
Theory of operation
Ribbon blenders consist of a U-shaped horizontal trough and an agitator made up of inner and outer helical ribbons that are pitched to move material axially (in opposing directions) and radially. This combination promotes fast and thorough blending. Tip speeds in the range of 300 feet per minute are typical.
Drive design choices
Traditional ribbon blenders utilize a belt drive for power transmission between the motor and gear reducer. The drive system includes fl exible belts and a set of pulleys to produce the desired speed and torque ranges. Some manufacturers standardize on chain drives instead of belts.
Recent designs have eliminated belt drives to avoid losses in horsepower and efficiency through belt slippage. One of the most important evolutionary developments of ribbon blenders was the shift to the gearmotor direct-drive design. A gearmotor is a one-piece motor reducer. The motor’s lowinertia rotor is specifically matched to the characteristics of the gear unit. This results in a high dynamic capability essential for high start/stop cycles such as ribbon blending operations and longer service life and eliminates maintenance required to align and adjust belts and couplings. Today’s compact gearmotor designs also enable smaller mounting platforms, which improve the ribbon blender’s overall space requirement.
Soft start and speed flexibility
On belt-driven systems, some manufacturers rely on soft start couplings for “dead-load” starting situations. Shot-filled couplings are prone to overheating, which ruins the coupling. A coupling design can also drive up blender costs and add extra maintenance.
Advances in gearmotor design, in combination with modern electronic drive technology, opens up posibilities that were not available in the past. Variable frequency drives (VFD) allow for a soft start and provide a convenient way of controlling speeds during blending and discharging. For most ribbon blender applications, gearmotor/ VFD technology is the most reliable and cost-effective option. Sophisticated PLC systems can be integrated to program steps and recipes in more complex processes.
Mixing Performance
Optimal mixing in a ribbon blender requires enough batch material—equivalent to at least 30-40% of the rated volumetric capacity (working with smaller volumes, the blender fails to generate adequate contact between the agitator and the product being mixed). A ribbon blender’s full working capacity typically corresponds to a batch level right around the height of the top ribbon. At rest, materials shouldn’t be above the ribbon agitator. Overfi lling can lead to long blending cycles or unsatisfactory mixes.
Operational Versatility
Proper sizing of a ribbon blender accounts for both capacity and product density. If intending to process a variety of formulations in a single ribbon blender, one must consider the entire range of densities and how this affects maximum and minimum batch sizes in terms of mass.
Cleanup and removable ribbons
A well-designed blender holds close tolerances—in the range of 1/8 to 3/16 in.—between the outer ribbon and the trough to prevent “dead zones” in the batch. The interior stainless-steel surfaces must be well-polished and each weld should be “radiused” to prevent material buildup.
The ribbon blender may be cleaned with a brush, steam, air or water spray. In most applications, there is no need to remove the agitator when cleaning or disassembling the seals for maintenance.
If you intend to remove the ribbon agitator during maintenance, be sure to let your blender manufacturer know this before you purchase. Simple customizations can be made, including match marks on the shaft flanges to ensure proper realignment. However, if you anticipate removing the agitator at more frequent intervals, say after every batch, a more elaborate modification will accommodate this requirement.
Use of a flat-flange clamshell coupling will allow operators to raise the ribbon agitator out of the blender without moving the end shafts, bearings or seals. This is a more expensive design, but one that will save you hours between batches.