Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
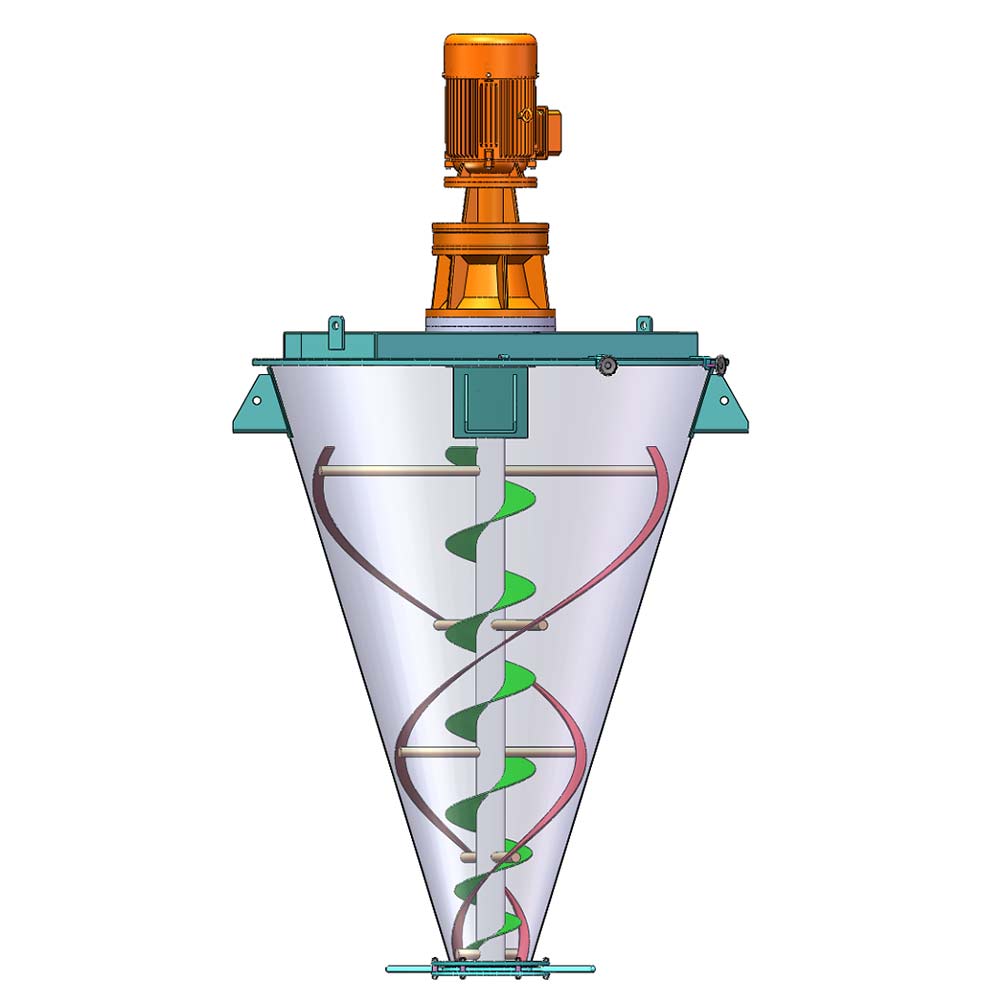
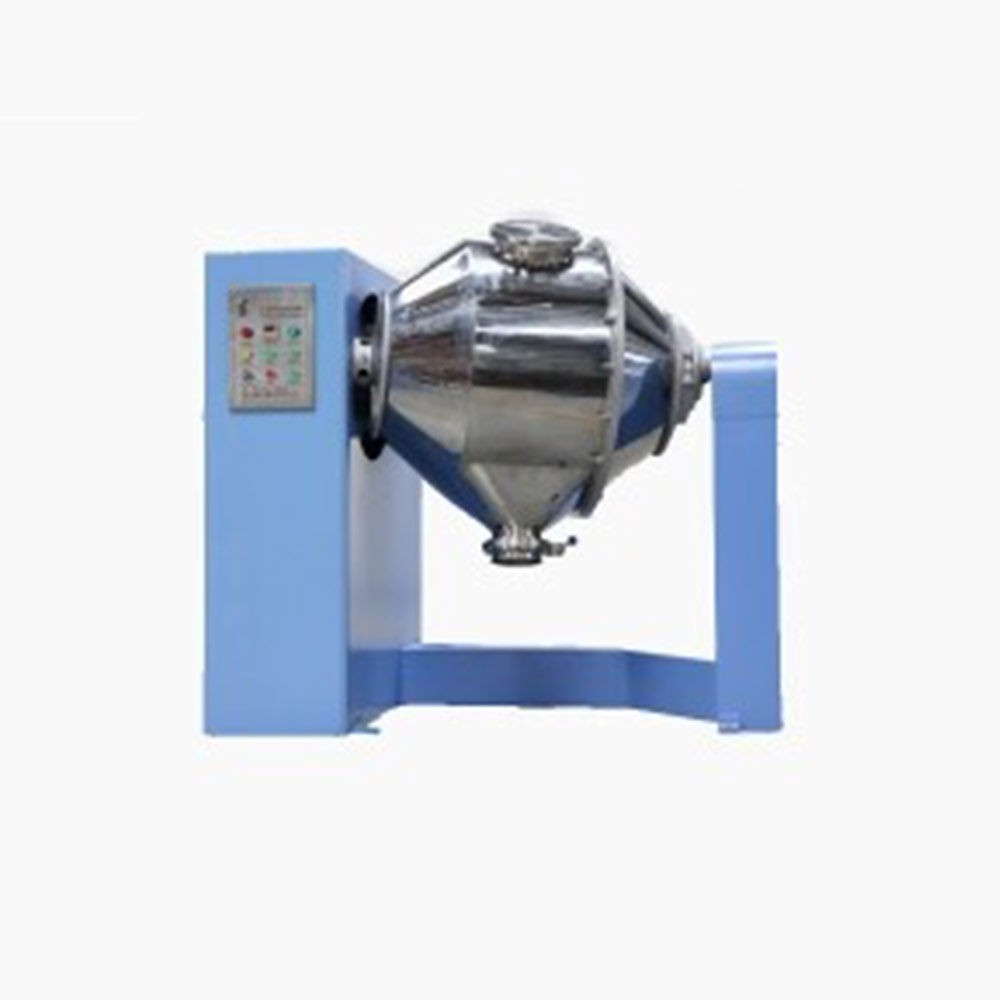
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







How to select a ribbon blender
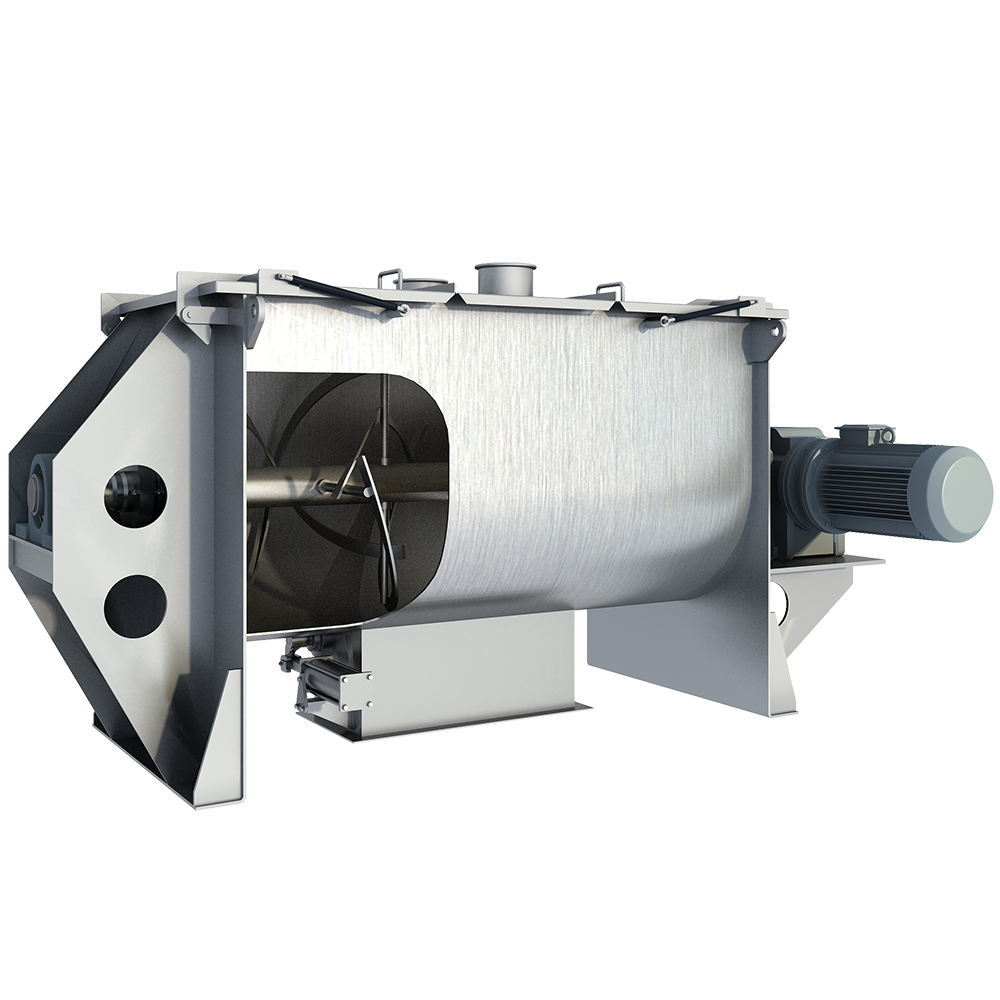
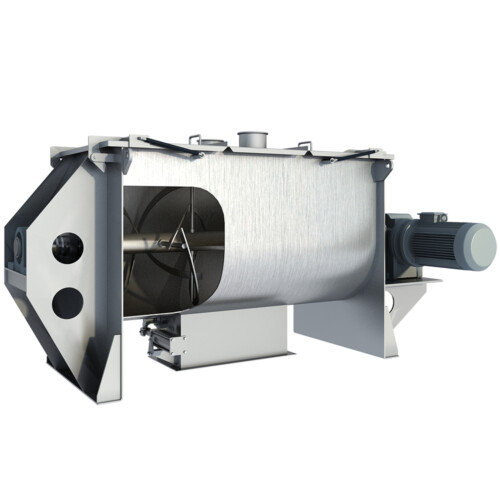
The ribbon blender mixes free-flowing raw materials within a U-shaped trough. A horizontal agitator consisting of precisely pitched inner and outer helical ribbons moves materials in a well-balanced axial and radical flow pattern. High-quality ribbon blenders feature tightly controlled clearance between the trough surfaces and agitator tips. Good design and expert fabrication ensure fast repeatable mixing, easy clean-up, low maintenance, and long service life.

Due to their popularity and many uses, ribbon blenders today are offered by many vendors big and small. It’s important to choose a well-equipped blender suited to your specific application and built by a trusted manufacturer, because quality and performance vary widely from one OEM to another. Off-the-shelf models are a great solution to urgent needs, but it should be noted that customizing the multi-purpose ribbon blender to meet your own process requirements need not drastically add to the capital cost and lead time. The key is to define your objectives in detail so you can confidently select a blender that is neither under-specified nor over-engineered. Here are five questions that need careful consideration.
Standard Duty vs. Heavy-Duty?
Before approaching vendors to request pricing, make sure to verify your product’s actual bulk density as accurately as possible. While batch sizes are always spelled out in weight, blender models are assigned volume capacities. The desired batch volume (not batch weight) thus defines the size of the blender. Bulk density also determines horsepower and if a standard or heavy-duty model is required. Most standard blenders can typically handle bulk densities of about 0.6 kg/l. Heavier-duty ribbon mixer are available for denser products.
Considering the maximum and minimum batch quantities that a particular model can accommodate. Remember that optimal mixing in a ribbon blender requires a certain amount of product – at least 30-40% of rated volumetric capacity. Working with smaller volumes, the blender may fail to generate adequate contact between the agitator and the product.
Belt Drive vs. Direct drive
Ribbon blender have traditionally incorporated a belt drive for power transmission between the motor and gear reducer. Such a drive system includes flexible belts and a set of pulleys to help produce the desired speed and torque ranges. Some manufacturer standardize on chain drives instead of belts.
More modern ribbon blenders, on the other hand, utilize a gearmotor that is essentially a one-piece motor reducer. The motor’s low-inertia rotor is specifically matched to the characteristics of the gear unit. This results in a high dynamic capability essential for high start/stop cycles such as mixing operations. Ribbon blenders directly driven by a gearmotor are generally recommended over belt-or chain-driven designs because they require less maintenance and perform better overall. Gearmotor work extremely well with electronic inverters that provide variable speed, overload protection, and adjustable starting torques (soft start). Issues like belt slippage and stretching, excessive overhung load, and noise made by chain drives are all eliminated in a direct drive ribbon blender.
What is the Right Discharge Valve for Your Application?
In a typical ribbon blender, product is discharged through an outlet located at the center of the trough bottom. The discharge valve assembly must provide a proper seal to prevent material leakage and maintain a safe working environment. Dust-light knife gate valves are generally suitable for powders and other dry materials. Liquid-tight ball valves are appropriate for most vacuum/pressure requirements and wet applications. For sensitive products that require minimal “dead spots” in the trough where product can collect, a spherical valve or flush plug valve may be ideal. Consider, too, if your blender will benefit from a pneumatically-operated valve for more precise control of the discharge process.
What is the Best way to Add Raw Materials?
Blending procedures start with the loading of the major component into the trough, followed by the dry minor ingredient(s), which should be placed on the center or split equally and placed on both sides of the blender. Unless an automated feeding system is in place, the general recommendation is to perform material additions prior to starting the ribbon agitator. This way the operation can completely close the blender covers and all inlet ports before mixing commences thus reducing dust migration and preventing any loose objects from falling in. In addition to safety limit switches which disable the motor if any of the blender covers are open, safety grating installed on dedicated charge ports or across the entire blender offers extra protection and makes it easier for operators to dump bags of dry raw material into the blender.
Liquids, on the other hand, are normally added while the ribbon agitator is running. The blender can be supplied with atomizing nozzles on a spray bar. A metering pump may be used to feed the liquid at a controlled rate, or the spray bar may be connected to a pressure vessel. Testing is recommended to determine the rate of liquid addition as well as agitator speed so as to minimize cycle time without flooding the batch or forming wet clumps of material. liquid should be sprayed to the center of the batch, or if multiple nozzles are used, an equal number on both left and right sides is desired for optimal results.
What about Controls?
Among those in charge of purchasing new mixing equipment, more than a few routinely decide to skip the controls. The rationale is that a variable frequency drive (VFD) can easily be sourced and installed by a local electrician at presumably lower cost. After all, the ribbon blender is a relatively straightforward machine that typically does not require elaborate controls beyond start, stop and speed adjustment. That said, it is useful to consider the benefits of buying the blender with a pre-wired control panel.
Main power disconnect with lockout/tag out will be provided. OSHA, NEC, and local codes require an energy-isolating device that can be locked out and has a prominent warning tag to protect employees from unexpected start-up or release of energy during service and maintenance.
A control panel or operation station provided by the blender manufacturer will be pre-wired to all safety limit switches and include fuse protection for the motor as well as an emergency stop button.
The whole system will be fully tested and guaranteed by the blender manufacturer. For troubleshooting support, you need only call one company instead of multiple vendors.
Pre-installed control panels offer great value to companies on a tight budget and schedule as the blender will be production-ready immediately upon set-up. End users have only one tie-in point (main power).