Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
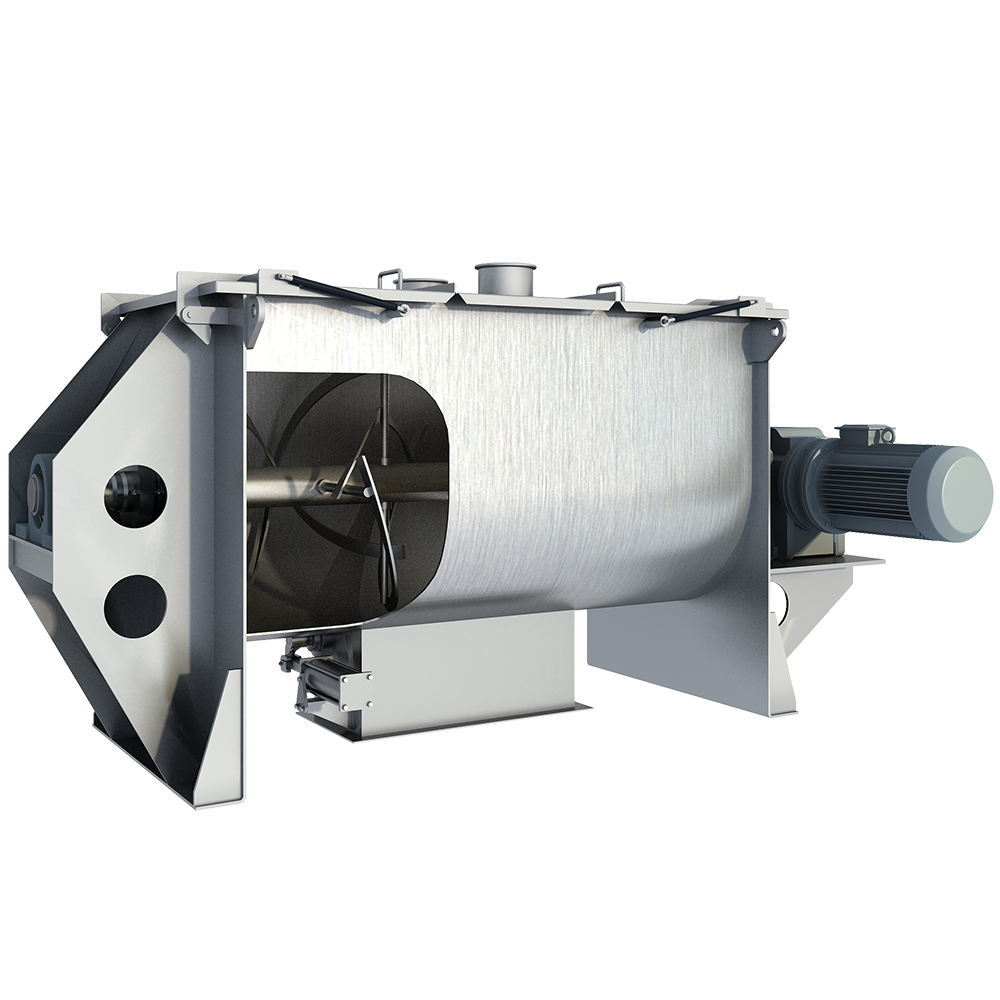
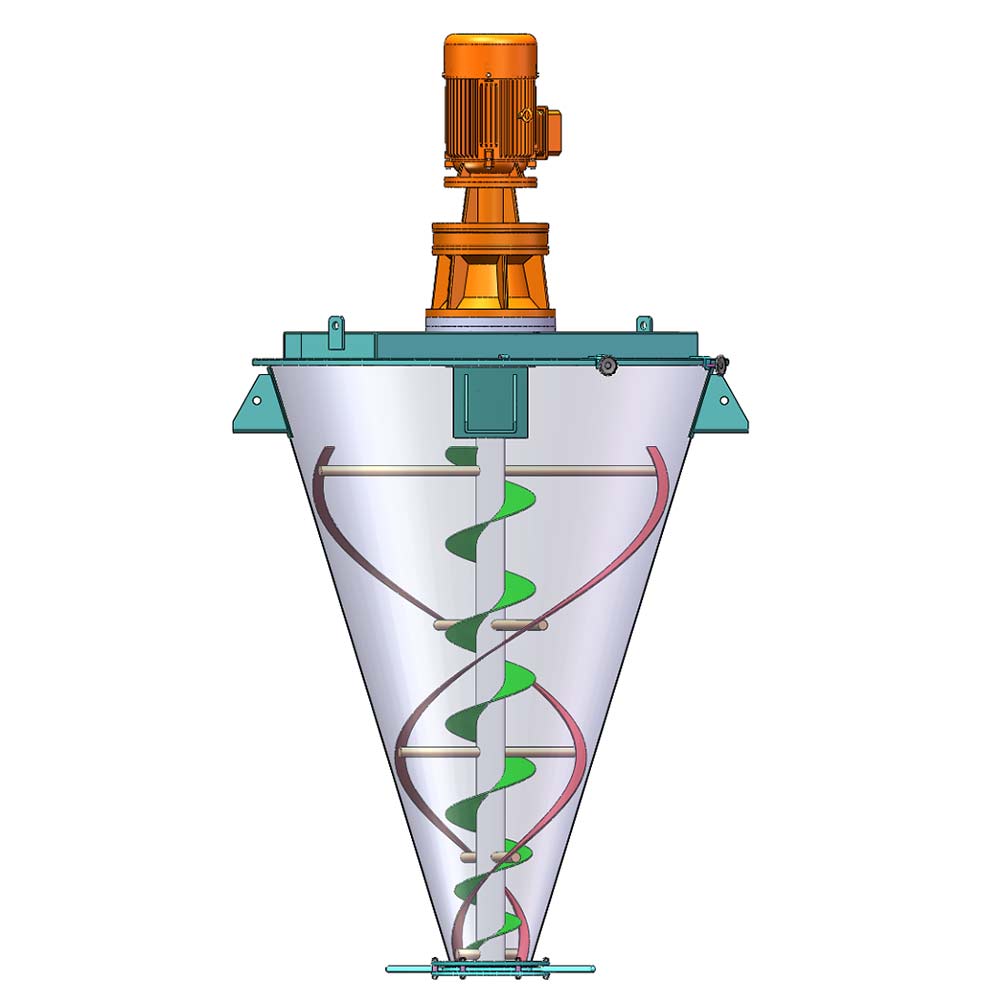
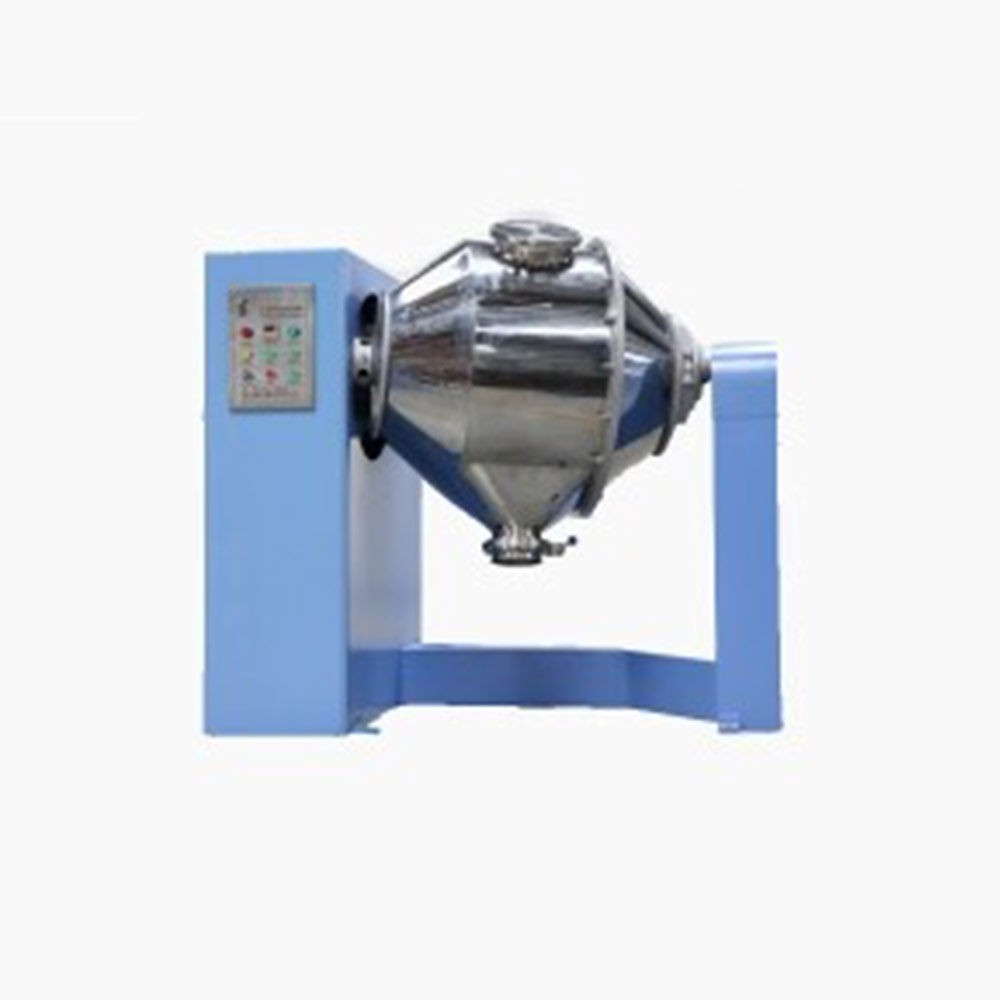
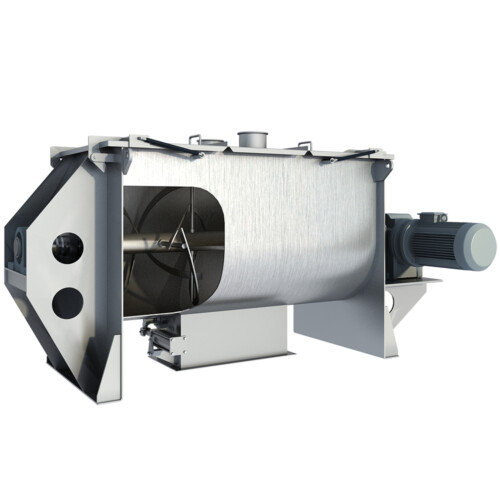
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







How Iranian food industries improves via vortex mixer
There have been recent reports in the media about western countries reducing sanctions on Iran; something that can only have a positive effect on the Middle Eastern country’s industries: industries who may have been struggling under the boycott but who can now start positioning themselves for recovery and growth. As Iran’s development gets under way and the country starts, once again, to build business relationships with companies in the west, huge amounts of equipment, materials and goods will be required.
What follows is a case study that illustrates the changes outlined above.
Time: The beginning of August, 2014
Customer Name: BEH NAN NIK MAYA Company
Project Information: Bakery Mixing Plant
At the start of August 2014, an Iranian client in the bakery industry approached us about undertaking a flour mixing project for their new plant, located near Teheran. The project manager, Mr. Safavi, and his colleagues visited our factory, were impressed by our streamlined operations and they appreciated our willingness to explore options and find a mixing solution that suited their exact needs.
Project Description:
The customer needed a flour mixing, as well as salt, yeast and other additives, solution to make bread. They wanted us to design a complete system which included feeding, mixing, storage and packaging. Their current capacity is 500kg/hour but they want to double that and are projecting that they will need a capacity of 1000kg/hour in the near future.
Our Solution
Feeding:
Initially the project manager wanted to use a hoist to lift the raw food material onto the mixer platform, while using manual labour to place the material into the mixer. The problems with this, however, are twofold. Firstly, this method will require more physical space, and secondly it is not the most efficient production process. It can be easy to nod your head and agree to everything a client wants, but we feel we would not be doing our job properly or serving the customer’s best interests if we failed to show them an alternative and more economical flour mixing solution.
Therefore we spent considerable time in discussion with the customer investigating their needs and clearly explaining all their options, the pros and cons of each, and why we thought that our process was the more efficient one. Our engineer suggested using a vacuum feed system to transfer raw material into the ribbon mixer – vacuum feed currently being the most popular method used in food production factories to transfer material from one place to another. There are two benefits to this: one it speeds up the production time frame, and two it greatly lowers the chances of the raw food material becoming contaminated.
Mixing:

Thanks to our experience working with previous clients in the bakery industry, we know that the ribbon mixer is a popular mixing machine, and one chosen by many of the most successful and high profile industry leaders. That’s all down to the high levels of mixing homogeneity, the superior efficiency rates, and the fact that ribbon mixers are easier to clean than other models. Our client’s requirements meant that they had several different formulas to mix – some of which contain products that can easily cause blockages. During our discussions with the customer it was decided that the most economical way to overcome this, both in terms of production times and finances, would be to purchase a small ploughshare mixer in which they would mix the blockage-causing product(s) in advance before then transferring them to the larger ribbon mixer. Our client was happy with this solution and agreed it was the most productive route to take to ensure that they can meet growing demand and increase their own client base within the bakery industry.
Storage:
Because our client also wanted us to provide a food storage solution as part of their package, this was also something that we spent some time discussing. Not only did we take into consideration the ingredients to be stored (flour and salt) but also Iran’s climate. Both flour and salt easily absorb moisture and will be spoiled if they are allowed to get damp or are combined together for an extended period of time. This led our engineer to design and manufacture a dynamic hopper with a mixing agitator inside that allows materials to flow freely during discharge.
From taking care of the client’s feeding requirements through the vacuum feed solution, to handling their flour mixing needs with a powerful ribbon mixer, to enabling waste-free and hygienic storage of food produce via the dynamic hopper we are ecstatic to have signed off on another successful project.
Not only was the design and manufacture a vital part of the process, but so too was explaining every step of the process to our client, and both we and they believe that they have the most credible solution that will enable them to produce their end product in a timely and financially viable fashion. And we hope, in our own small way, that through our vacuum feed solution, ribbon mixer and dynamic hopper, we have helped contribute to the healthy and sustainable growth of bakery businesses in Iran!