Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
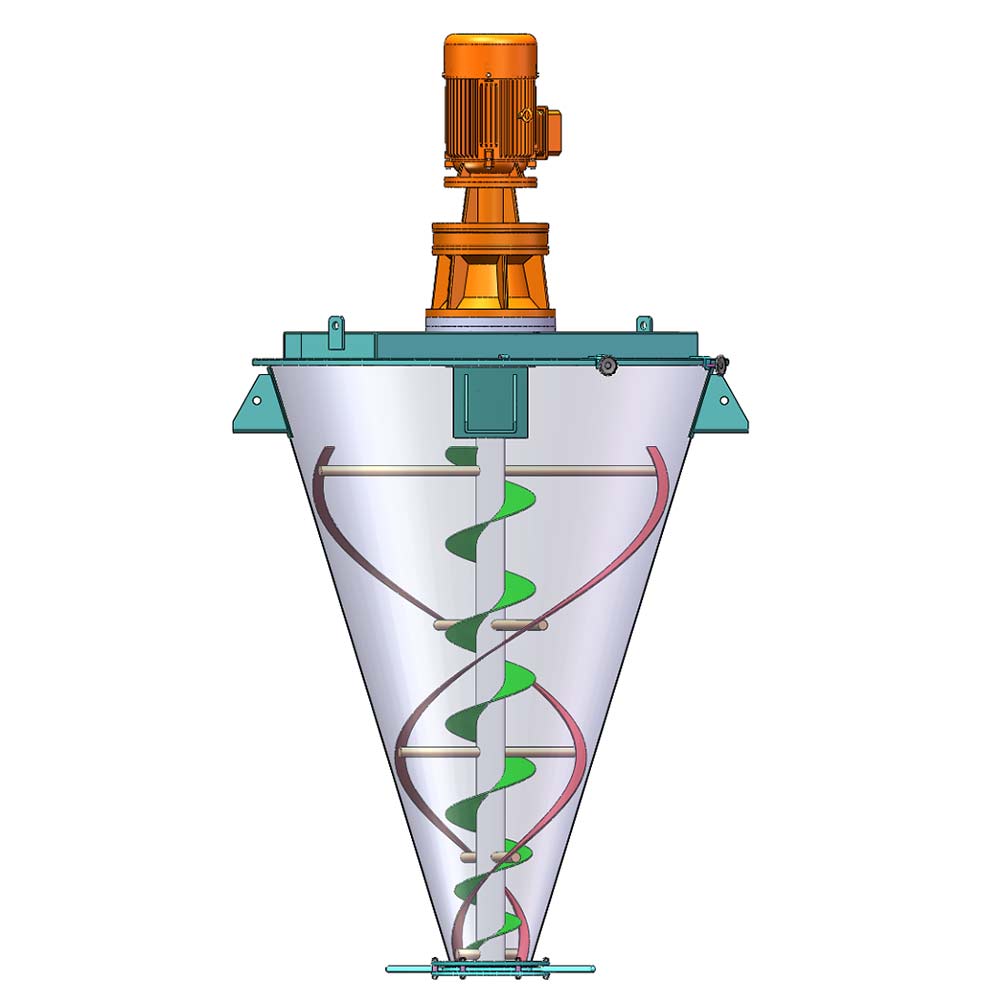
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







Choosing a blender based on your materials’ flow properties
Knowing your material’s flow properties can simplify blender selection by allowing you to predict the material’s behavior in different blender types. This article focuses on three conditions required for blending efficiency-a lack of stagnant regions, differences in flow velocities, and a lack of segregation- and how to match your material properties to a blender to achieve these conditions.
Choosing the right blender for your materials can be a difficult and frustrating job. Vendors claim their blenders work efficiently, and their claims are generally true, provided the blenders are correctly chosen for your material. But if you change materials or your material formulation, or if you select a blender that’s designed for materials other than the ones you’re blending, you can run into trouble. A materials specialist or calculations based on your material’s flow properties’ can help you match your material with a blender.

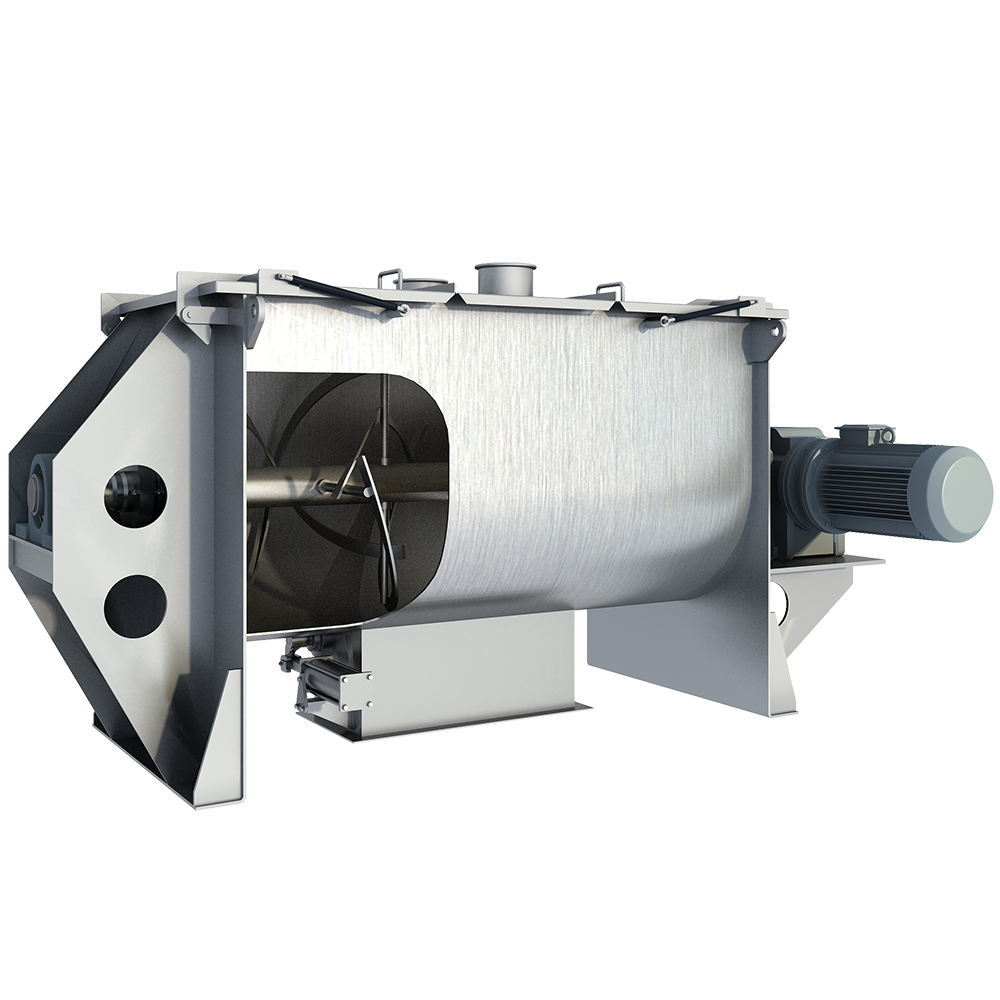
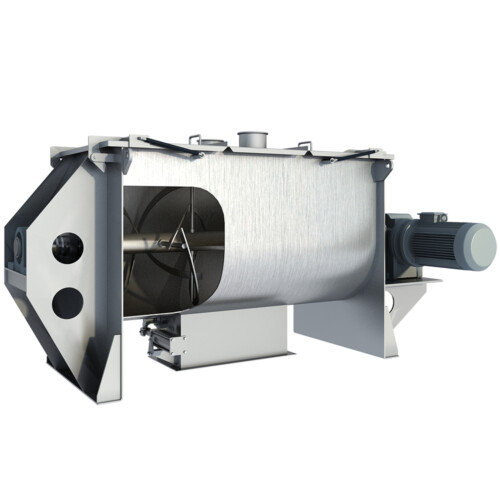
ribbon blender

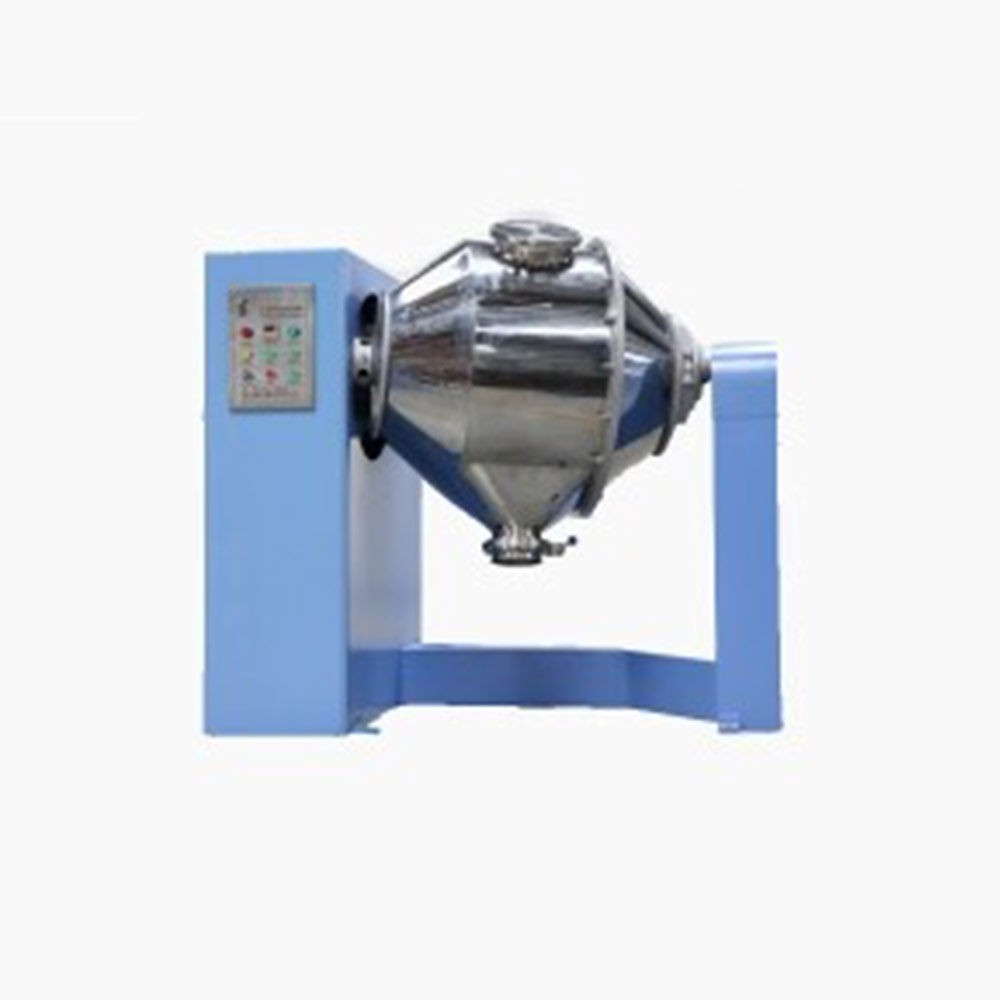
double cone blender, powder mixer
Three conditions must exist for a blender to operate efficiently. First, the blender must have no stagnant regions. Second, the blender must promote different flow velocities in various sections of the blender. Third, blender operation must not segregate, or de-mix, mixture ingredients.
Preventing stagnant regions
Stagnant regions are areas where materials can sit undisturbed and not enter the mixing process, thus preventing complete mixing from taking place. They exist in the free-board area (the area between the material bed’s surface and the top of the blender) and the area between the agitator blades and blender walls. Limited flow channels, where materials remain segregated in layers or channels during blending, can also produce stagnant regions.
The effect of stagnant regions depends on the mixture and the flow properties of its individual ingredients. For example, using a gravity-flow tube blender to mix cohesive materials results in stable rathole formation around each tube inlet and destroys blender effectiveness. But mixing free- flowing materials in this blender will not result in rathole formation.
An air blender, plow or paddle blender, or even a ribbon blender operating at a high number of revolutions per minute can blow fine particles into the air and cause them to adhere to the freeboard surfaces if the fine material is adhesive. In an air blender, vibrators or special coatings and liners can prevent material accumulation in these regions. These remedies aren’t practical for plow, paddle, or ribbon blenders, so it’s best to avoid the problem by choosing another blender for adhesive materials.
Tumble blenders rely on continual pile formation and avalanche flow in a small region on top of the material pile in the vessel to mix material. An excessively cohesive material will create thick avalanche layers with little inter-particle motion. The result is stagnant regions that reduce blender effectiveness. However, a completely free-flowing material can have very thin avalanching zones and also have less-than-optimal inter-particle motion. This, too, produces blender inefficiencies. A tumbler blender works best with ingredients that have similar angles of repose and only enough cohesiveness to prevent sifting.
Promoting differences in flow velocities
Differences in flow velocities promote mixing. Some blenders include mechanisms designed to produce different flow velocities in the material during operation. For example, the gravity mass-flow cone-in-cone blender promotes a faster velocity in the center of the vessel than on the side. This flow blending velocity profile extends up from the cone-in-cone hopper about one hopper diameter high, typically resulting in a short, squat, low-volume blender. Using a cylinder-in-cylinder retrofit inside the blender’s vertical portion above the cone-in-cone hopper section extends the blending profile far up into the vertical section. This can maintain a 5-to- 1height-to-diameter velocity profile ratio. Thereby allowing larger blender volumes.
Differences in flow velocities alone are not enough to pro- mote effective mixing. For example, a ribbon blender lifts and transports only a small quantity of material during one revolution, and it tends to lift material more efficiently than it transports material from side to side. The blender’s action produces differences in flow velocities, but it also causes poor blender operation: It blends well vertically but mixes slowly end to end. Some ribbon blender users have discovered that optimal blending is possible only when individual ingredients are layered in the blender, because layering, in effect, does some of the mixing job, thereby decreasing reliance on flow velocity differences.
Preventing segregation
Sometimes blender operation segregates individual ingredients during operation and discharge. For example, because a V-blender relies on continual pile formation to blend material, segregation can occur if the mixture’s individual ingredients have different angles of repose or if sifting takes place. This produces a non-uniform mixture. Selecting an- other blender can help decrease segregation, as can retrofitting a V-blender with a device such as a one-dimensional convergence arch-breaking hopper at the V-blender outlet. This device causes flow across the blender’s entire width, which can reduce segregation to an acceptable level.
Air currents within the blender can also segregate ingredients. For example, a ribbon blender typically has several feed ports. Connecting one port to a dust collection system leads to fines accumulation below that port. Since a ribbon blender mixes poorly from one end to the other, operating a dust collection system during blending can cause segregation, reducing blender effectiveness and increasing blending times.
For a list of common blenders and descriptions of their mixing mechanisms, the materials that mix well in them, and their comparative segregation mechanisms.