Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
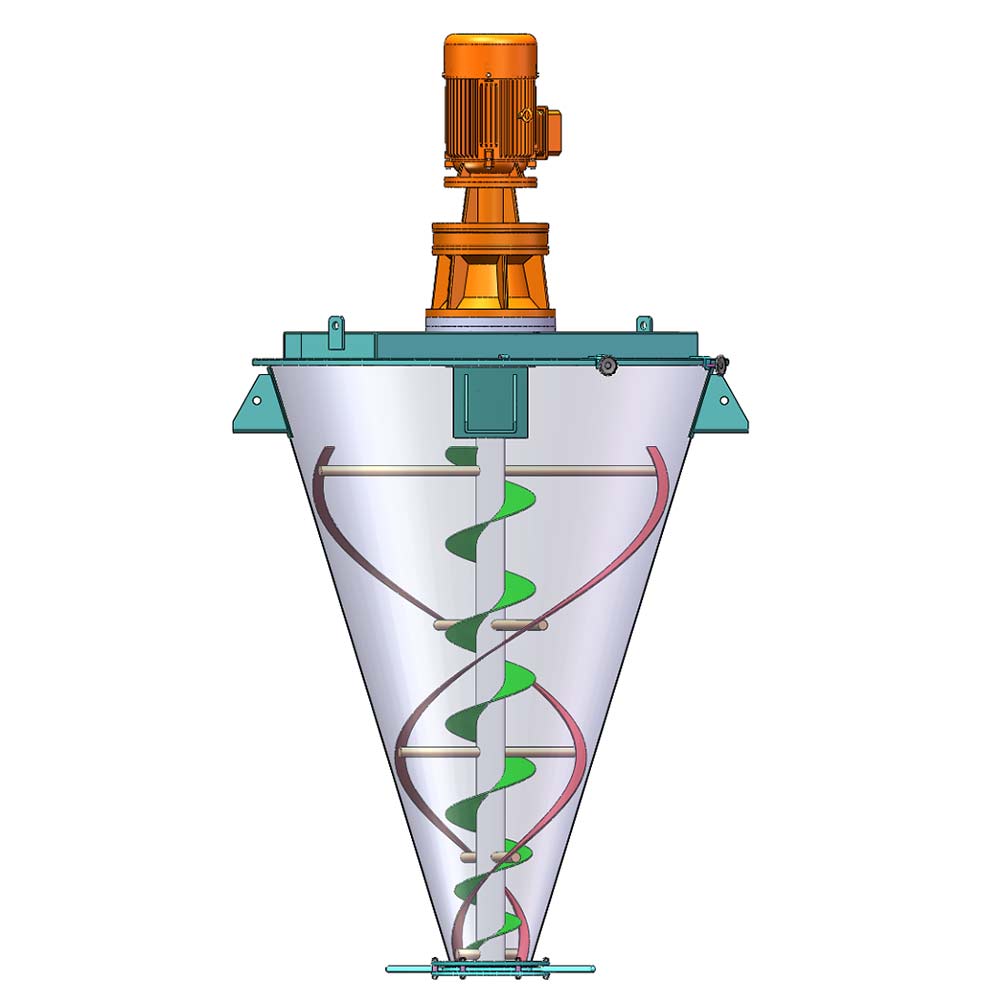
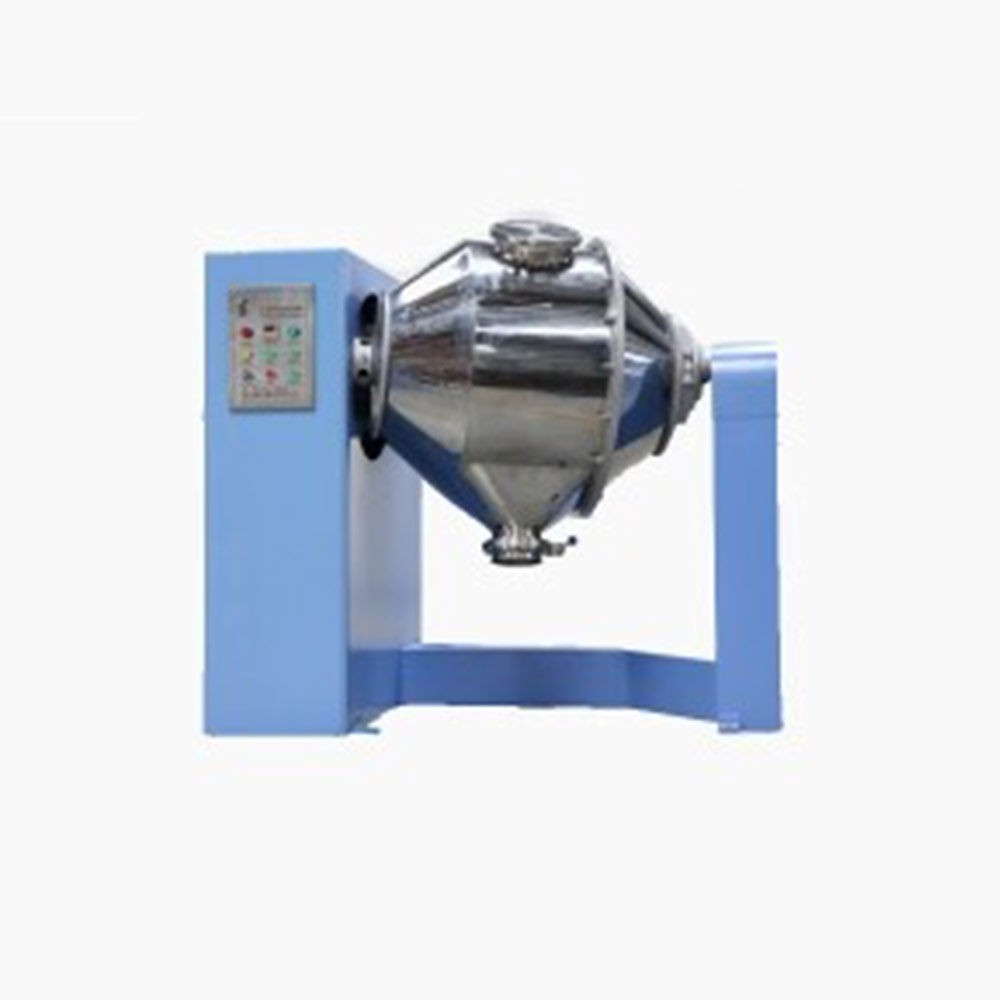
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







New paddle mixer replaced ribbon blender –efficiency accomplished
A grout producer replaces an old ribbon mixer with a new paddle mixer for improved mixing and color development.
For 30 years, 3M has been producing setting materials for ceramic tile, pavers, marble, and granite. Master color grout, one of the Miami company’s products, is a polymer-modified sanded material that combines Portland cement, specially graded fillers, modifiers, specialty polymers, and colorfast pigments. After 20 years, the mixer company used to combine the abrasive ingredients was experiencing slow mixing times and insufficient material discharge and color development. It was time to make a change.
The grout production process begins with several giant silos located outside the 3M plant. The silos store the various ingredients used to produce the grout. The major ingredients are weighed before a dense-phase pneumatic conveying system conveys them into the plant and automatically charges them into a mixer. The minor ingredients are added manually. After mixing, the grout is bagged in 25- or 50-pound bags.
3M’s old ribbon blender took from 15 to 20 minutes to mix the grout ingredients and properly disperse the pigment used to produce the company’s 36 different grout colors. To ensure that the ingredients don’t settle in the mixer, the company has a maximum of 30 minutes to mix the ingredients, disperse the pigment, develop the color, check the color, and adjust the color if necessary. The mixer’s 20-minute mixing and dispersing period alone was too long. Another problem with the old mixer was that it didn’t completely discharge the material – a necessity when the production line was producing a lighter color after a darker one. Additionally, the grout’s abrasive ingredients would wear the mixer’s drum and its ribbons, creating areas that trapped the material. To remedy this, 3M operators had to resurface the mixer’s bottom and change the mixing ribbons every 90 to 180 days.
Looking for a new mixer
When the mixer reached its 20-year mark, the company decided to retire it for a new one that could provide the speed and efficiency required to produce 3M’s high-quality grout and keep up with customer demand.
Fred Gomez, 3M’s regional operations manager, learned of Vortex MT, Shanghai, China, when he read an article on www.incmachine.com about a company that solved a similar problem with a Vortex mixer. Gomez scheduled a meeting with the mixer supplier’s res to discuss new mixer options for 3M’s grout production line. Gomez says, “After talking with the mixer supplier’s reps, I was impressed with how helpful and supportive they were. I also liked that they could supply both a mixer and an ancillary equipment.”
3M’s old ribbon blender took from 15-20 minutes to mix the grout ingredients and properly disperse the pigment used to produce the company’s 36 different grout colors.
Because the mixer supplier was familiar with the type of material and process 3M used, the supplier didn’t need to test 3M’s material at its test center.
Instead, Vortex president, Nick, sent a test model of his company’s paddle mixer to an affiliated grout manufacturing plant. There, Gomez tested his material in the mixer and was impressed with the quick mixing times the tested mixer provided. As a result, 3M decided to purchase a new paddle mixer from the supplier. Over 3 days in April 2014, 3M employees installed a production-sized (60-cubic-foot) paddle mixer, and a discharge hopper below the mixer to hold the grout before bagging.
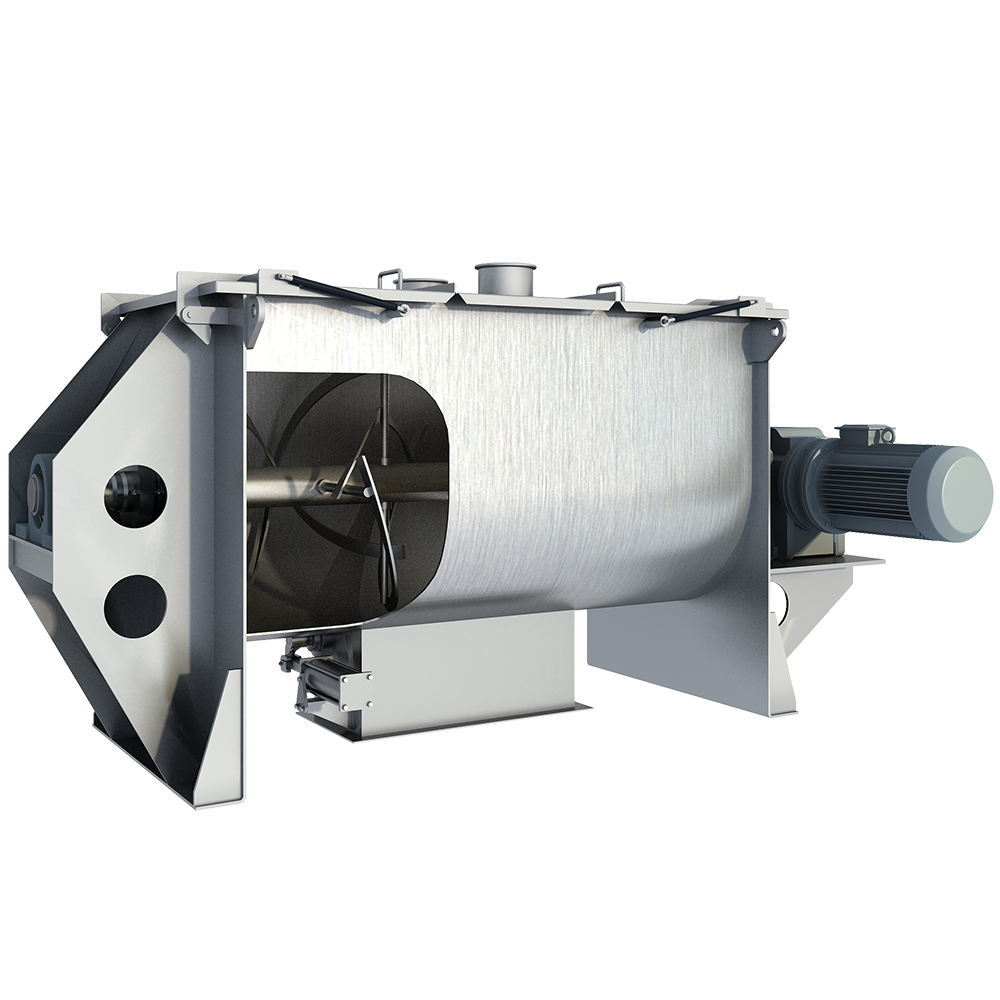
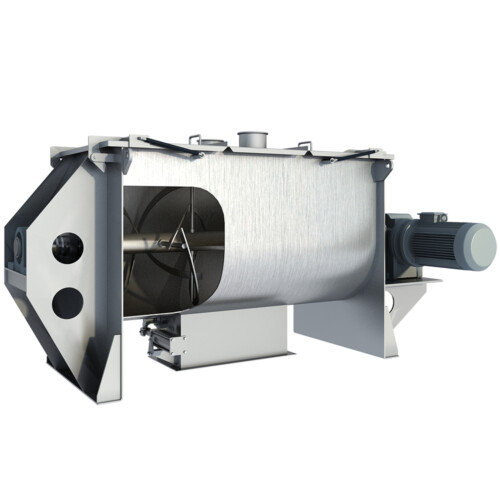
Batch paddle mixer
The mixer’s paddle rotor mixes ingredients in 10 to 60 seconds to an accuracy of 0.5 percent standard deviation or less and is powered by a 30-horsepower motor. In 3M’s case mixing the grout ingredients takes about 60 seconds. The paddle rotor has a main shaft with arms supporting an inner and outer paddle opposite each other in each mixing zone. 3M’s mixer has nine mixing zones and 18 paddles. To mix ingredients quickly, the paddle rotor has to overcome several segregation forces, the main one being particle size differential. This is accomplished when the paddle rotor mechanically generates voids and directs particles to randomly fill the voids, creating the mixing action. The size of the mixer’s paddles determines the volume of voids created during mixing – approximately one batch size per revolution. Each particle moves at 200 ft/min inside the mixing chamber with no dead spots. When the mixer’s speed is combined with the mixer’s ability to control the void’s size, so that large particles don’t occupy the space before smaller particles get there, high quality mixing is achieved.
There, Gomez tested his material in the mixer and was impressed with the quick mixing times the test mixer provided. As a result, 3M decided to purchase a new paddle mixer from the supplier.
The mixer also has three shear-makers – high- speed cutters attached to a shaft that enters through the mixer’s inside. A 15-horsepower motor powers the shaft. Each shear-maker has eight cutting blades that spin at a constant speed, breaking down the pigment particles and dispersing them throughout the mixed ingredients, and in turn, developing color. In this mixer, the shear-maker’s high shear develops the grout color in 5 minutes.
To load the mixer, the mixer supplier designed a feed hopper located above the mixer’s inlet. The major ingredients are pre-weighed and pneumatically conveyed from the storage silos. To start a batch, the operator discharges the ingredients into the mixer. The minor ingredients, which are pre-bagged, are added through a flush cover with a grate. The micro ingredients are added through a miniature hopper on top of the mixer. The mixer is manually controlled with a control panel at one end of the machine. When the mixing is complete, the grout discharges in 5 seconds through a full-length drop-bottom discharge door to a pant-leg hopper feeding two baggers. Because the mixer’s housing sides and paddle faces are made of heat-treated abrasion-resistant plate, they hold up to the abrasive material. “Maintenance is minimal,” says Gomez. The rest of the mixer is made of carbon steel.
“With the new mixer we can make two and sometimes three batches an hour. It’s a huge productivity improvement.”
Faster mixing and color development
Before installing the new mixer, 3M was producing one grout batch per hour. Now, Gomez says, mixing the grout is much more efficient and quick. “With the new mixer we can make two and sometimes three batches an hour. It’s huge productivity improvement. When blending colors you have to make a lot of adjustments. We have a standard for each color, and we consistently shoot for that standard for product consistency. Sometimes we have to make an adjustment, adding a little more of this or a little more of that. Because the mixer and its shear-makers are so efficient, we can actually make adjustments very quickly.”
The mixer’s material of construction has also improved the grout producer’s process. 3M employees are no longer replacing ribbons or resurfacing the mixer’s bottom as they had to do with the old mixer. The company hasn’t experienced any material carryover either. “With the mixer’s drop-bottom discharge, the steel used to construct it, and the shear-makers’ intensification,” Gomez explains, “there’s hardly any product left when it’s done discharging. There’s nothing that cling onto the wall.”
3M was so impressed with the mixer, the company has already bought another one to replace an old mixer in another gout line.