Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
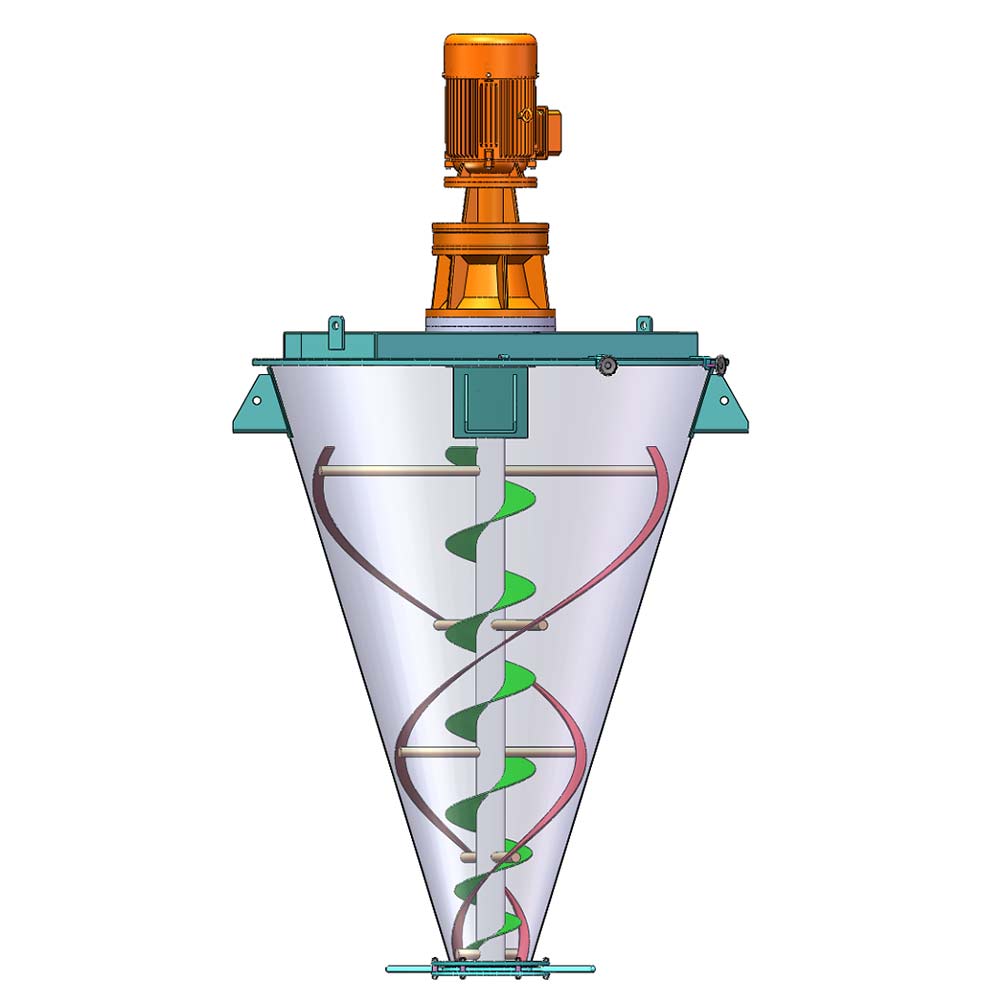
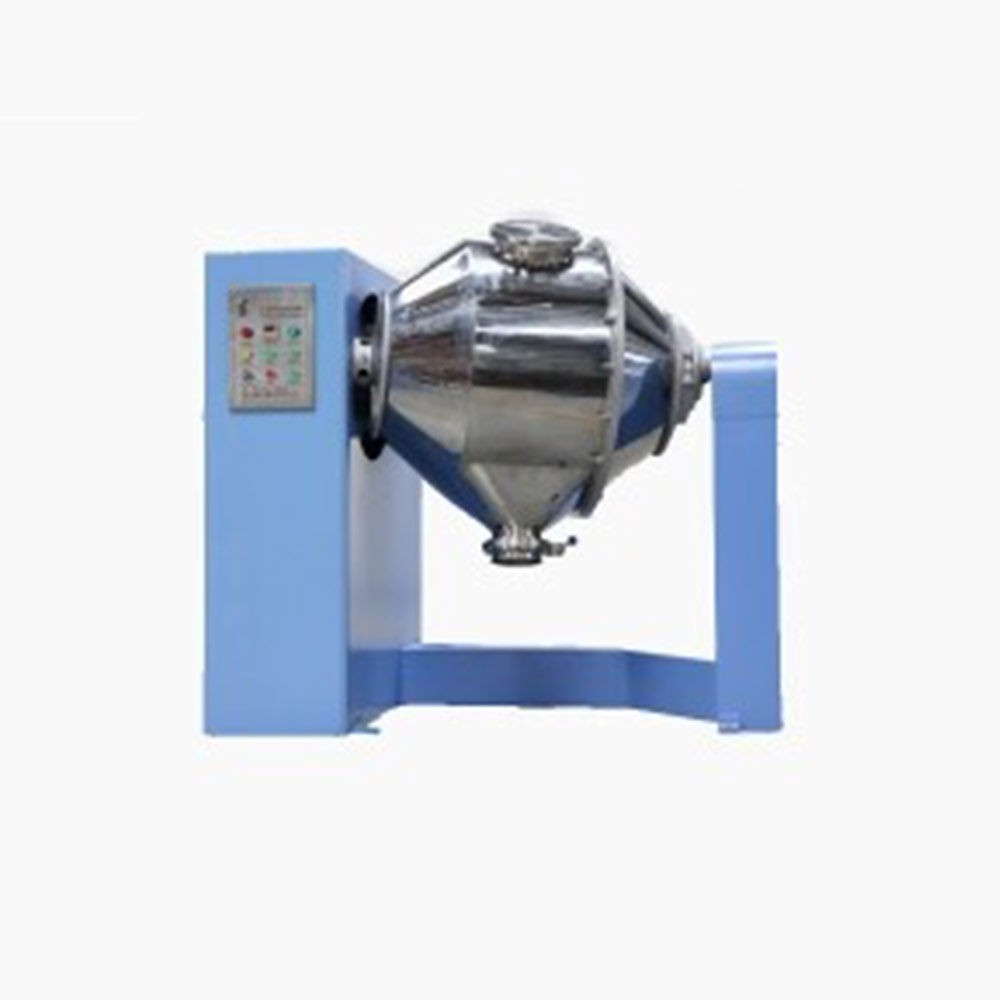
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







Horizontal Batch Ribbon Mixer Produce Homogeneous Color Cement
Vortex manufactures and supplies a comprehensive product range including Mixing Equipment, Screw Conveyors, Ribbon Mixer, Paddle Mixer, Ploughshare Mixer, Conical Screw Mixer, Vertical Ribbon Blender and other relative solutions for various cement manufacturers.
Vortex attended 2014 Canton Fair, at the show, Poppy stopped at our booth showcasing , attracted by a high-capacity, single-rotor, horizontal batch mixer. The mixer uses vortex patented low-speed internal propellers to provide rapid mixing of large batches and homogenous particle dispersion for mixes with wide particle size distributions. We demonstrated the mixer, and Poppy saw how much faster and more accurately it could mix a batch and disperse minor and micro ingredients than a ribbon blender could.
“We were expanding our business to toll-process cement and masonry mixes and I knew this mixer would help us to do that,” says Poppy. “It’s light years ahead of a ribbon blender: it mixes a batch about ten times faster and produces better particle distribution in the end product. A short time after the show, we had them bring a mixer down to our headquarters in Shanghai,China, to demonstrate it for our toll processing facility planning team.
The supplier and mixing systems designer, Vortex MT, supplies high-performance batch and continuous mixers, dryers, hoppers, controls, and other dry bulk solids handling and processing equipment and systems.
After the on-site demonstration, Poppy maintained contact with Vortex MT president Nick over the following months, discussing the toll processing facility’s design, expected procedures, and necessary mixing specifications. In June 2014, with favorable market conditions and committed customers, the company was ready to begin building the facility and purchasing equipment. Poppy contacted us and purchased two horizontal batch plough mixers. He also had the supplier design and engineer the facility’s two mixing lines, from silos to pallet hooper, including an integrated computer control system and large support mezzanine.
The mixing and packaging lines
In February 2014, the toll processing facility started up the two mixing lines, each of which can produce up to 200 tons of custom cement mixes per 8-hour shift. Equipment specified for the two mixing lines includes five large storage silos, six screw feeders, two weigh hoppers, one 110-cubic-foot-capacity batch mixer on load cells, one 74-cubic-foot-capacity batch mixer on load cells, five semi-automatic valve-bag baggers, two bulk bag filling stations with platform scales, two robotic palletizers, one pallet hooper, one personal-computer-based(PC-based) control system, two PLC controllers, and other ancillary equipment.
The mixers are installed on the 35=by-65-foot mezzanine above the packaging and palletizing equipment. The 110-cubic-foot-capacity ploughshare mixer handles non-sanded gray cement (known as gray mixer)mixes and discharges a completed batch to three valve-bag baggers. The 74-cubic-foot-capacity plough mixer (known as the color mixer) handles sanded and non-sanded white, gray , and color cement and masonry mixes and discharges a completed batch to either two valve-bag baggers or the bulk bag filling stations.
Two silos supply non-sanded gray cement to the gray mixer’s weigh hopper via two 25-foot-long, 14-inch-diameter screw feeders, each dedicated to a silo. The other three silos supply Portland and masonry cement, sand, and calcium carbonate to the color mixer’s weigh hopper via four 25-foot-long, 12-inch-diameter screw feeders. (Three feeders move material from dedicated silos, and the fourth feeder moves material from the gray cement silo shared with the other mixer.) Each weigh hopper is installed on load cells above the mixer and is sized slightly larger than the mixer’s batch capacity. The discharge end of each feeder’s screw has double-wrapped flights to ensure weighment accuracy.
To ensure a high-quality end product, the toll processor takes material samples at various times during the mixing process.
The process for making a custom batch mix is the same for both mixing lines. All batch recipes are stored in the centrally located PC-based master controller that’s connected to the two PLCS, each of which controls a mixing line’s electrical devices via the PC and is positioned adjacent to the mixer. For example, to make a custom non-sanded color cement mix, an operator accesses the PC, selects the color mixing line, calls up a recipe, and then selects the packaging destination: the valve-bag baggers or bulk bag filling stations. The operator then starts the line, and the appropriate silo’s screw feeder feeds the batch’s major ingredient( non-sanded cement) to the color mixer’s weigh hopper. The weigh hopper’s load cells send weight readings to the PC, which monitors the major ingredient addition by gain in weight.
When the proper weight is reached and the mixer is ready, the weight hopper discharges the major ingredient to the mixer and the mixer’s load cells send the weight date to the PC to check weigh the addition. The mixer’s PLC then prompts the operator to add any required minor ingredients, specifying the amount and order in which to add them. The minor ingredients are in 50-pound bags, and the operator typically empties several bags into the mixer. The mixer’s scale readout is near the mixer. So the operator can see the weight change in real time as ingredients are added to the mixer to avoid overfills.
After the PC verifies the minor ingredient additions, it prompts the operator to add any required micro ingredients, which are pre-weighed in a pail on an independent scale next to the mixer. The micro ingredients are in 25-or 50-pound bags, and the operator typically adds several pounds to the mixer. Once the PC verifies the micro ingredients additions, the operator pushes the start button to activate the mixer, which completes a batch in 3 to 6 minutes, depending on the recipe.
To ensure a high-quality end product, the roll processor takes material samples at various times during the mixing process. And to ensure product consistency from batch to batch, the PC records each batch’s individual weighment and complies a batching report. The PC also maintains an ingredient-usage report, allowing the toll processor to know when to order ingredients and fill the silos.
When the predetermined mixing cycle ends, the color mixer stops and discharges the batch to the preselected packaging destination. (The mixers’ PC control ends after the product reaches a bagger’s hopper.) If the bulk bag filling stations are selected, the batch discharges by gravity to a split hopper with two outlets. A feed chute with a butterfly valve at each hopper outlet allows the company to direct the material to one or both bulk bag filling stations. Each station’s platform scale sends weight readings to the scale controller and the operator monitors the bulk bag weight by gain in weight. When a bulk bag reaches the proper weight, the flow-control valve activates to shut off material flow and a forklift moves the filled bag to a warehouse for storage before transport.
If the valve-bag baggers are selected, the batch discharges by gravity to the baggers’ hoppers, which are directly interfaced with the mixer. An operator then manually places empty bags on the baggers’ fill spouts to fill them. After a bag is filled, the bagger automatically kicks it off onto a conveyor that moves it through a bag flattener and to the dedicated robotic palletizer for palletizing. A forklift moves the completed pallet to the pallet hooper, which places a plastic film hood over the bags to secure them for transport and protect them from the elements after delivery to a job site. From the hooper, the forklift moves the hooded pallets to the warehouse for storage before transport.
The gray mixers’ independent three-bagger bagging line is the same as the color mixer’s bagging line and includes a conveyor, bag flattener, and standalone robotic palletizer. The forklift also moves the palleted bags from this line to the pallet hooper. The company can package the cement and masonry mixes in the 70-, 75- and 93.6-pound paper valve bags or 3000-pound open-top polypropylene bulk bags, depending on the product and customer.
About the mixers
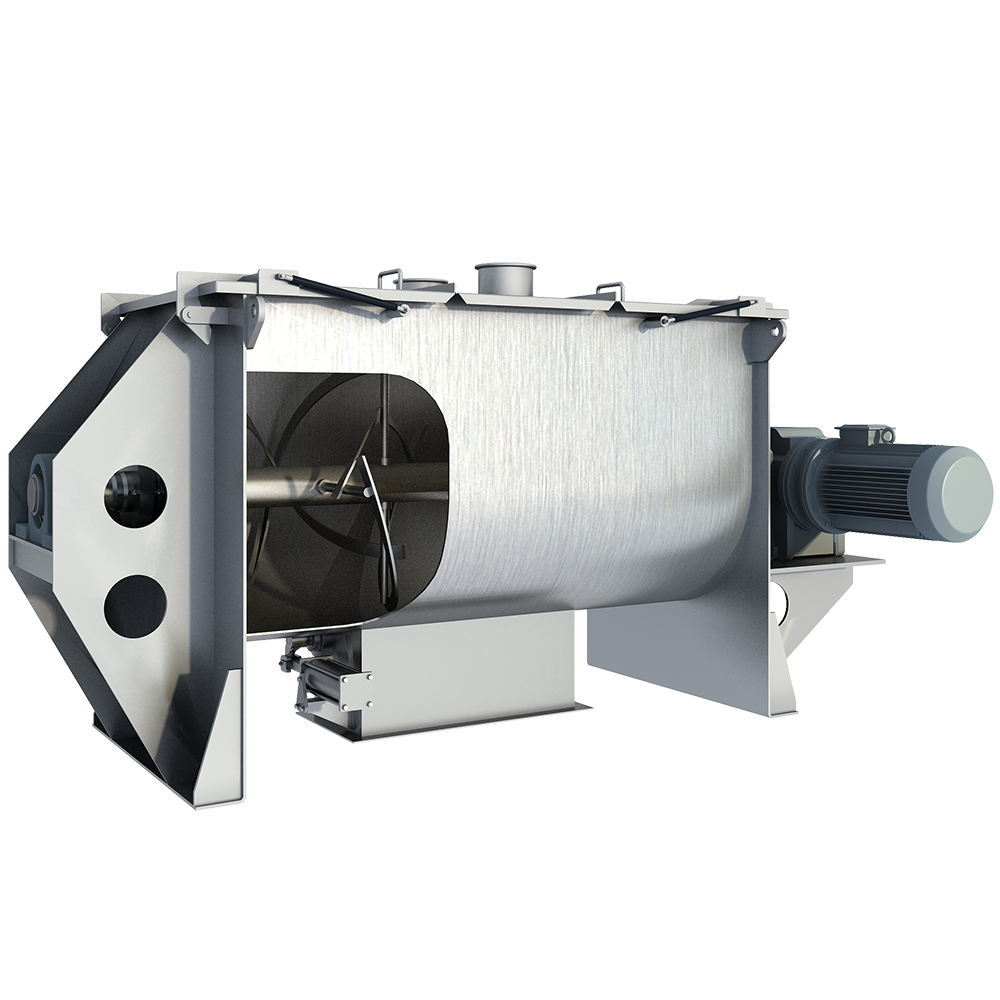
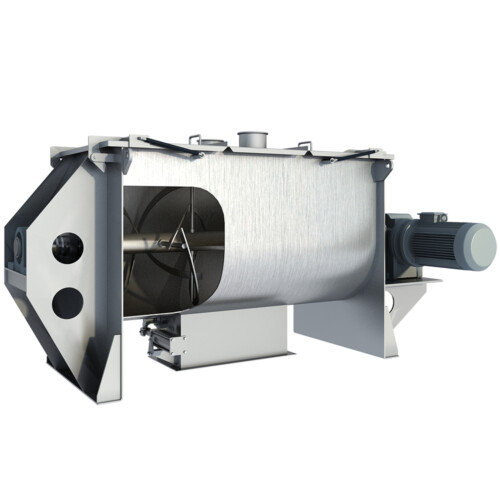
The 40-horsepower, single-speed PHLAUER AJSP 558 single-motor horizontal batch mixer is 85 inches tall and has a 55-inch-diameter, 96-inch-ling rotor. Its paddles and housing sides are constructed of head-treated, abrasion-resistant plate that has a minimum 400-Brinell hardness. The mixer’s three top inlets allow the material to quickly charge into it from the weigh hopper, and its drop-bottom discharge empties the material from the mixer to the baggers in 15 seconds. The mixer has a 7000-pound-batch capacity and can produce 25t/h and fully develop the color of each batch in 3 minutes.
The 30-horsepower, single-speed, single-motor horizontal batch mixer is 71 inches tall and has a 48-inch-diameter, 78-inch-long rotor. Its paddles and housing sides are also constructed of heat-treated, abrasion-resistant plate that has a minimum 400-Brinell hardness. The mixers’ two top inlets allow the material to quickly move into it from the weigh hopper, and its two PC-connected discharges allow for automatic discharging to two destinations. The default discharge ( so called because it’s used the most) is on the mixer’s drive end and feeds to the baggers: the second discharge is on the idler end and services the bulk bag filling stations. For sanded cement and masonry mixes, the mixer has 5000-pound-batch capacity and can produce 25 t/h and fully develop the color of each batch in 3 minutes. For non-sanded cement and masonry mixes, the mixer has a 4,500-ound-batch capacity and can produce 18 t/h and fully develop the color of each batch in 6 minutes.
Each mixer’s drive turns the paddles at 300 fpm at the periphery, which is an ideal speed for mixing friable and fragile materials like coffee beans or abrasive materials like sands and aggregates. The mixers are capable of mixing to a coefficient of variation (CV) of 5 percent in 1 minute. To ensure predictable, reliable, and repeatable color development, eight shear-makers with low-speed, aggressively designed propellers are installed in the mixer’s side and three shear-makers are installed in the mixer’s side.
Since starting up the toll processing facility, the company’s new mixing lines have been meeting daily production quotas and producing high-quality custom cement and masonry mixes.
Mixing high-quality custom blends
Since starting up the toll processing facility, the company’s new mixing lines have been meeting daily production quotas and producing high-quality custom cement and masonry mixes. “We can operate both mixing and packaging lines at the same time, and each batch takes about fifteen minutes to complete from when the cement is conveyed to a weigh hopper to when it discharges from a mixer,” says Lovett. “To guarantee top-quality mixes, we follow a rigorous point-of-control quality control process for each batch that involves ingredient weighment verifications and material samples.”
The supplier trained the company’s operators how to use the computer system and mixing and packaging equipment. “The computer system manages all of our production, keeps track of products we make, and tells us when we need to order more raw materials.” says Lovett. “The supplier’s mixers have met all of our requirements regarding production rates and mixing specifications for the cement and masonry mixes. Their system has given us the edge in the marketplace because the quality of our products, bar none, is better than any other cement toll processor’s: others can’t compete with us because we can produce large volumes of high-quality products at a low cost.”