Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
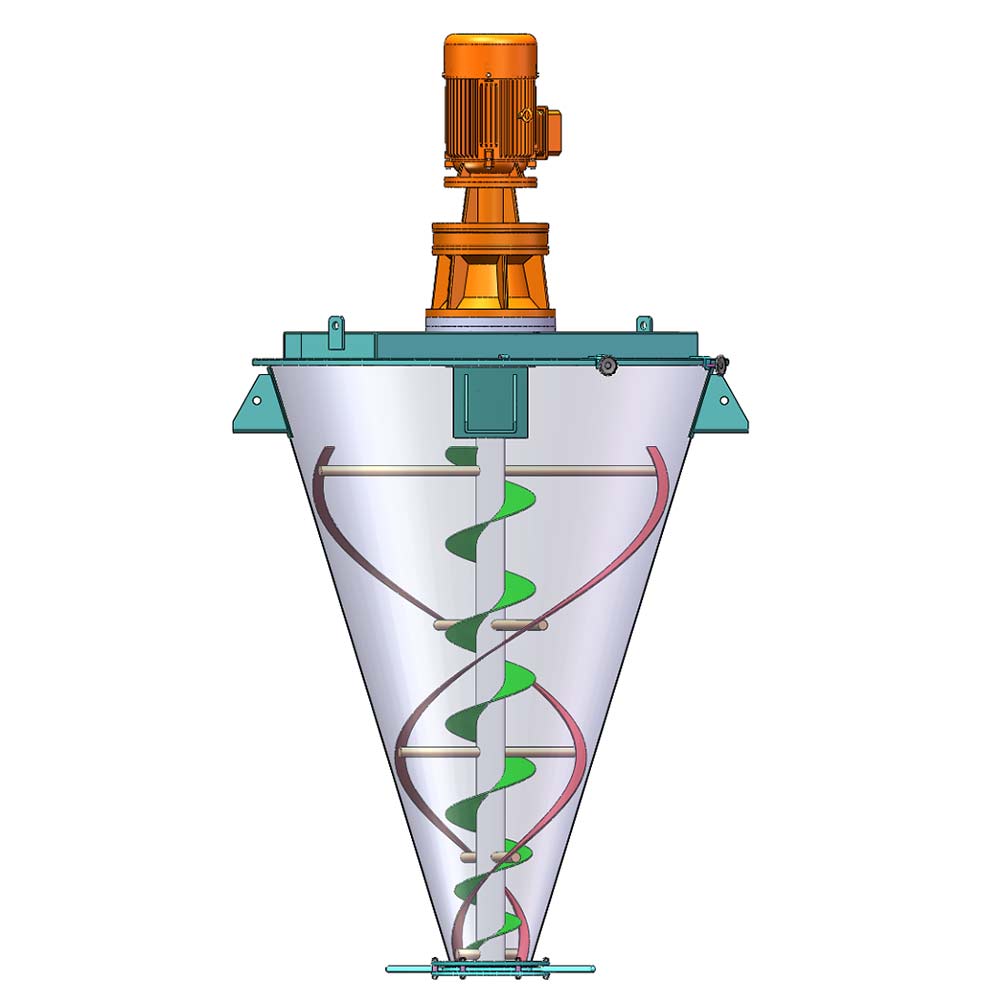
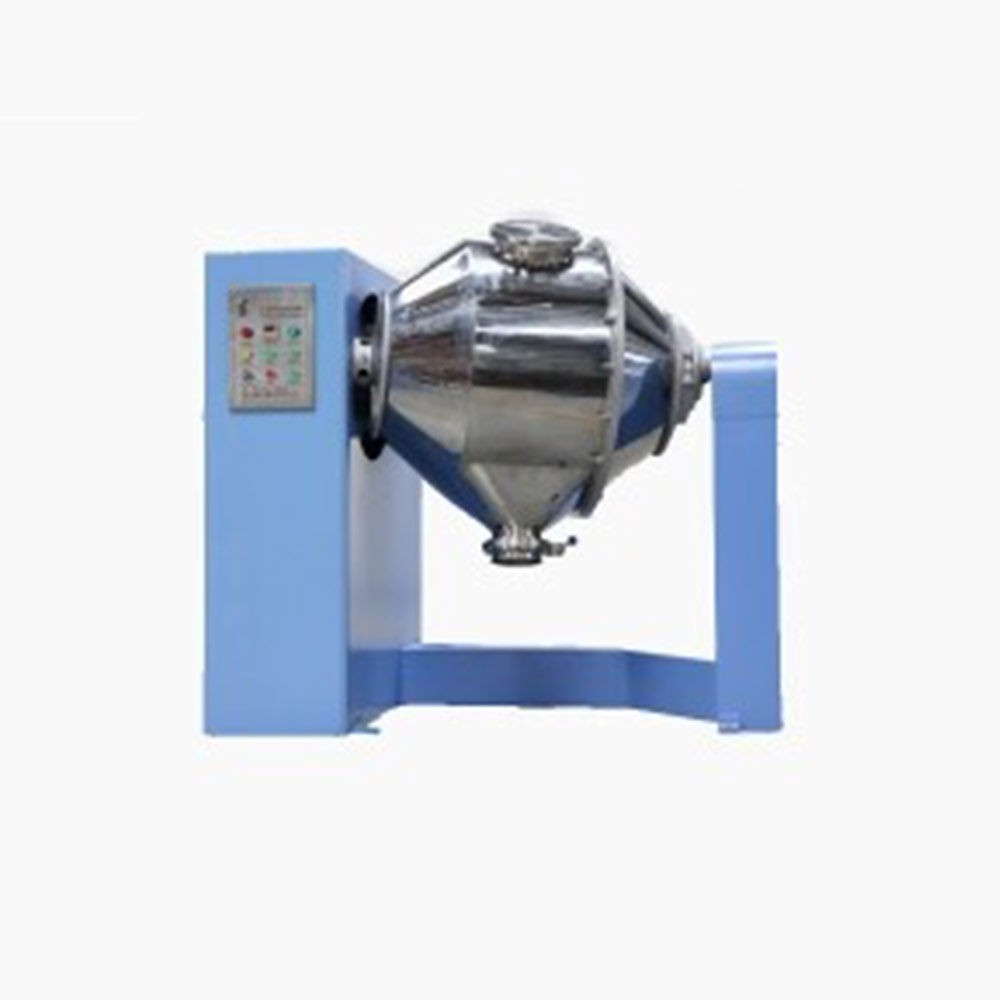
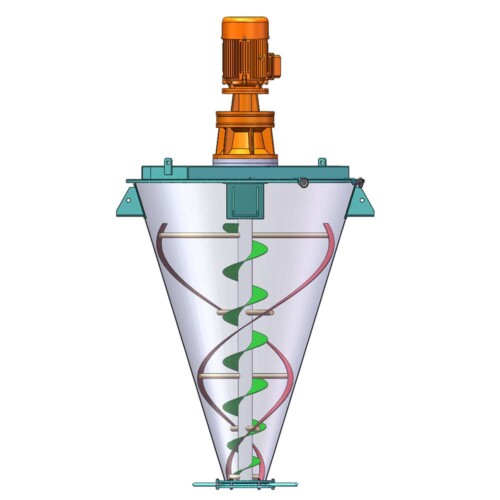
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







Ribbon Blender & Paddle Mixer – What to consider when choosing a horizontal batch mixer
Dry bulk solids mixing can be done with several kinds of mixers — batch and continuous,horizontal and vertical,and agitated and tumbling.This article concentrates on one common type —the horizontal batch mixer—and explain show to select this mixer to handle your process requirements. Much of the information also applies to other batch mixers.
In batch mixing,ingredients are loaded into the mixer,the mixer is operated, and the mixture is unloaded so another batch can be loaded into the vessel.This operation is quite different than continuous mixing: In a continuous mixer, ingredients flow steadily from upstream processing into the operating mixer and are retained and mixed for a specified time, and the mixture discharges steadily from the mixer at the same flow rate.Because of this operating difference, a batch mixer is often used for mixing smaller quantities of material, handling multiple ingredients or multiple product formulas, and providing longer mixing times, such as to blend difficult-to-mix ingredients.
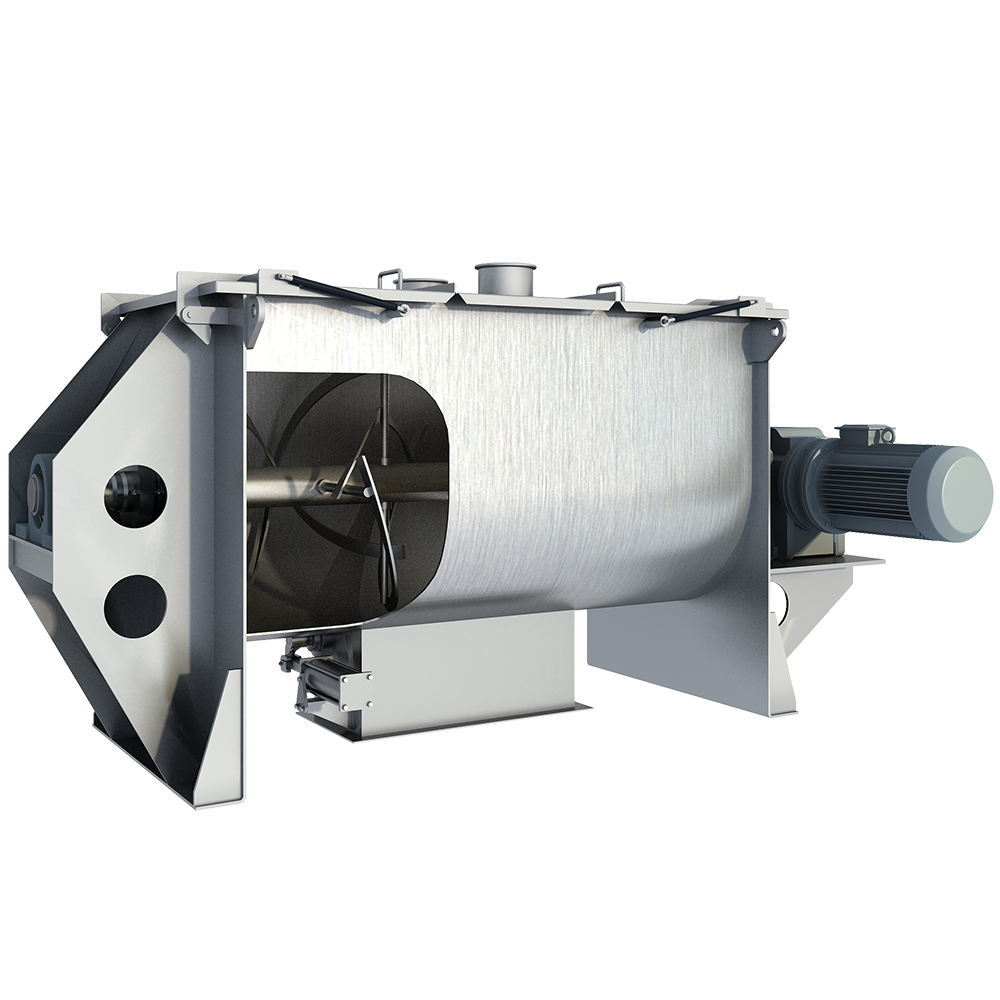
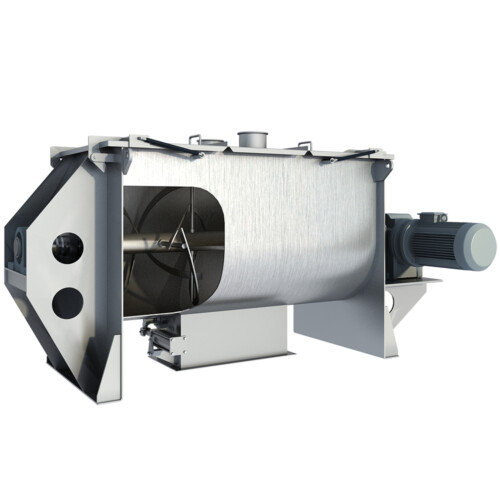
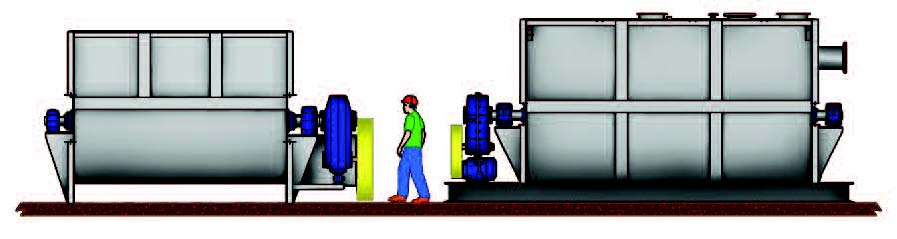
Of the several machines that provide batch mixing, a horizontal batch mixer is one of the most popular in bulk solids plants. Two common types are ribbon blender and paddle mixers. Each consists of a stationary U-shaped trough (or tank) equipped with a rotating agitator shaft. The shaft in a ribbon mixer, as shown in Figure 1 is fitted with metal spokes (or cross arms) and helical blades called ribbons; in a paddle mixer the shaft is fitted with paddle shaped blades.As the shaft rotates, the ribbons or paddles move and agitate the material to create a mixing action. In a variation of this equipment, called a plow mixer, the rotating agitator shaft has plow shaped blades and the housing can be cylindrical rather than U-shaped. [Editor’s note: For more detail on components and operation of these and other batch mixers, including rotary batch mixers, see the later section “For further reading.”]
To select a horizontal batch mixer, consult with mixer suppliers. Typically each supplier will ask you to complete a data sheet or questionnaire, such as the one shown in Figure 2, with detailed information about your processing needs. The information it requires about your material is usually for only the major ingredients in your mixture, unless the minor ingredients significantly change the major ingredients’characteristics.
Horizontal Batch Ribbon Blender

.

.
As you work with the suppliers to narrow down your mixer choices, you’ll need to determine what size the mixer will be, how the mixer will be loaded and discharged, and what accessories the mixer will require.
Size
Determining the optimal size for your batch mixer is based on the working volume, fill level, and residence time your mixing process requires.
Working volume is the volume of material to be mixed and can be determined by dividing your batch size (in cubic feet) by the bulk density (in pounds per square foot) of your ingredients. The supplier can use the batch size and bulk density information on your application data sheet to help you calculate the mixer’s working volume.
Fill level is the allowable batch size, which is expressed as a percentage of the mixer’s total capacity. Loading a mixer to less than 100 percent of its total capacity provides room for the material to move within the mixer vessel, which enhances mixing.The optimal fill level depends on the mixer type and represents the ideal compromise between using the smallest possible mixer and achieving the greatest interaction between the material and its agitator, called agitator engagement.
In batch ribbon blender and paddle mixers, the higher the mixer’s fill level, the more passive mixing occurs — that is, mixing in areas not in contact with the agitator, which form the passive mixing zone, as shown in Figure 3. In these mixers, as the fill level exceeds 50 percent and rises above the agitator’s middle, mixing efficiency drops because more material fails to contact the agitator and instead enters the passive mixing zone. Material in this zone not only takes longer to mix but may never become completely mixed. However, using a fill level above 50 percent may be acceptable in an application where the mixing specification is relatively loose (such as for some animal feeds) or where the user has plenty of time in the process for a longer mixing cycle and wants to use a smaller mixer because of its reduced cost.
In fact, fill level correlates inversely with mixer size and cost. So, for instance, mixing a batch in a ribbon mixer that’s filled to 100 percent requires a much smaller and less expensive mixer than processing the same size (444 cubic foot) batch in a mixer that’s filled to 50 percent, as shown in Figure 4. The mixer supplier can typically provide mixers designed to work at different fill levels. Based on experience with hundreds of mixing applications, the supplier can recommend a practical fill level for your new horizontal batch mixer. When requesting bids from multiple suppliers to replace an existing mixer operating at a particular fill level, ask them all to specify a mixer of the same size operating at the same fill level so you’re comparing apples to apples.

Fill levels in horizontal batch mixer
Size comparison for horizontalbatchmixerswith different fill levels
Size comparison for horizontalbatchmixerswith different fill levels
Residence time is the length of time material is in the mixer. In some cases, residence time expresses the time required to distribute all the ingredients throughout the mixer. In others, it expresses the time required to complete a chemical reaction in the mixer, such as the powder ingredients’ absorption of a small amount of added water to form a smooth, consistent mixture without clumps.
Loading
Ingredients can be loaded into a horizontal batch mixer in any of several ways, including manually and by various equipment (or combinations of equipment) that are manually or automatically operated. Common loading equipment includes mechanical conveyors, pneumatic conveying systems, bin and hopper dischargers, bulk bag unloaders, drum unloaders, and volumetric and gravimetric feeders. Because the benefits, limitations, and capital and operating costs of these loading methods vary widely, ask for input from your suppliers when selecting one for your batch mixer.
In batch mixing, loading and unloading can consume a greater portion of the cycle time than mixing itself. Using one of two loading approaches — bulk loading and master batching — can decrease the total cycle time by allowing some loading and mixing to run concurrently instead of sequentially.
In bulk loading, one complete set of ingredients (or just the major ingredients) for one batch is loaded into a holding bin (or bins) above the batch mixer. This allows ingredients to be loaded into the bin while the mixer is mixing another batch. After the mixing cycle ends and the mixed batch is unloaded, the holding bin drops the ingredient load into the mixer and is then refilled for the next batch.
In master batching (also called premixing), the minor and microingredients for a batch are premixed to form a master batch. This master batch is treated as one ingredient and added to the batch mixer when the major ingredients are added, promoting the uniform dispersion of the minor and microingredients throughout the mixture.
Let’s consider how master batching is done with an example batch recipe, as shown in Table I. This recipe specifies three major, five minor, and one microingredient. Each major ingredient (A through C) is added directly to the batch mixer by a dedicated lossinweight feeder, but directly adding each minor and microingredient (D through I) to the mixer would require many more feeders (at greater expense) or manual addition (adding more time to the cycle), or both. So ingredients D through I are mixed with 88 pounds of ingredient C in another smaller mixer to form a master batch, and the master batch is added by another lossinweight feeder to the mixer.
This yields two advantages: 1) The minor and microingredients together form a much larger percentage of the master batch than they do of the total batch, so they’re more evenly distributed in the master batch and, later, in the total batch. 2) Instead of requiring six separate feed streams (and feeders) for adding the minor and microingredients to the mixer, all six of these ingredients are fed as one stream. Note that although this example operation uses a second small batch mixer to produce the master batch, in many operations the main mixer can be used for just a few hours each week to make up the master batch, thus eliminating the cost of an additional mixer.
Discharging
Ahorizontalbatchmixer typically discharges the finalmixture from its bottom (or end) through a gate valve, a butterfly valve, orbombbay doors. Each method has advantages and disadvantages, depending on your application.
A gate valve (also called a gate, knife gate, or slidegate valve) is the most common discharge device for horizontal batchmixers.The flange mounted gate valve typically consists of a flat rectangular panel (or gate) that slides across the mixer’s bottom outlet to open and allow discharge. Discharging through the valve can take several minutes, depending on the batch size and material characteristics.

Master Batching Example
The gate valve offers several advantages over bomb bay doors: Because fitting a gate valve to a mixer is easier than fitting bomb bay doors, it has a lower installation cost.The gate valve is also more flexible because it can be actuated manually or automatically. The gate valve provides easier dust control because its flanged connection can be attached to a chute, rotary valve, or other device to direct the discharged material to its destination. Removing the gate valve for maintenance is also usually fairly easy. The gate valve’s main disadvantage is that it can create a small dead zone in the mixer bottom, in which the first ingredient loaded into the mixer can settle before it’s exposed to the mixing action. In many applications this isn’t a concern, because the first ingredient will be somewhat mixed during discharge and downstream processing. In applications where this would be a problem, using a spherical disc valve or flush mounted gate valve instead of a flange mounted gate valve can minimize the dead zone’s size. Another disadvantage is that the gate valve discharges more slowly than bomb bay doors, but this can be overcome by using multiple valves.
A butterfly valve, which is also flange mounted at the mixer bottom, consists of a round disc in a round housing; the disc rotates parallel to the material flow to open and allow discharge and rotates perpendicular to the flow to stop discharge. The butterfly valve has similar advantages and disadvantages to the gate valve, but tends to create a larger dead zone at the mixer bottom.
Bomb-bay doors (also called drop-bottom doors) are large hinged doors on the mixer bottom that open to discharge the material in a just a few seconds. The doors’ main advantage is reducing the mixer discharge time. Their main drawback is that they must be poweractuated, adding cost. Material dropping through the doors also generates dust. To overcome this problem, the mixer bottom can be enclosed with a flanged skirt or integral surge bin to provide a dustfree connection to downstream equipment; however, these modifications add cost, and using an integral surge bin requires enough vertical space for the mixer to be located above the bin. In some applications, another drawback can be that the bombbay doors provide such rapid discharge that downstream equipment may not be able to keep pace; this can result in mixer downtime that reduces the process’s overall efficiency.
Accessories
Several accessories are available to help you customize your horizontal batch mixer for optimal performance.
High intensity agitators. In addition to the batch horizontal mixer’s main agitator with ribbons or paddles, the mixer can be fitted with optional high intensity agitators to break up lumps and agglomerates and add shearing forces that help disperse particles throughout the mixer. Also called intensifiers, choppers, or homogenizers, these high intensity agitators are directly coupled to independent motors and can rotate at 3,600 rpm or higher. One (or more) high intensity agitator assembly, consisting of the agitator and its motor, can be mounted on the mixer trough’s curved portion; as the main agitator rotates, the rotation draws heavier agglomerates toward the trough sidewalls and across the high intensity agitator blades.
Equipping the mixer with load cells provides gain-in-weight control via digital readout when your ingredients are added manually or by volumetric feeders.
Liquid addition components. Various nozzles and manifolds can be fitted to the horizontal batch mixer for adding liquids during mixing. In most cases, dispersing the liquid over a wide area in the mixer improves the mixing results. While atomizing nozzles provide this capability, they’re not always necessary. Consult mixer suppliers for help determining which liquid addition components will best handle your application.
Load cells. Equipping the mixer with load cells provides gaininweight control via digital readout when your ingredients are added manually or by volumetric feeders. The load cells can be linked to your process system controller. You can use a lossinweight controller with the load cells to provide lossinweight control of the mixer’s discharge to packaging equipment; this controller can also send “overfill” or “empty” signals to other systems in your plant, such as an inventory control system.
Thermal jackets. A heating or cooling jacket can be used with most horizontal batch mixers. The jacket circulates a hot or cold fluid (often water or oil, or steam for heating) over the mixer vessel to control the batch temperature.The jacket can be integral to the mixer or removable; a removable jacket is easier to service.
Partnering with mixer suppliers
When choosing a horizontalbatchmixer,regardmixersuppliers as your partners in the selection process. Spell out your processing needs to them, supplying as much information as possible about your ingredients, the equipment that will be upand downstream from your mixer, and your application requirements, such as production rate, mixture quality, and others.This information will help the suppliers narrow the range of mixer types and sizes best suited to your application and recommend accessories that will help the mixer achieve your processing goals.
Expect the suppliers to help you test a variety of mixers or mixer configurations with your ingredients. Such tests can not only help you evaluate various mixer types, but help you determine unknown variables in the mixing process. Most suppliers have an inhouse test lab, and there’s often no charge for mixing tests if they’re simple and straightforward, such as a ribbon mixer test using one agitator style to mix two 50to 100pound batches with a few major dry ingredients. If the tests you need are more complex, such as trying multiple agitator styles to mix a dozen or more recipes for 1,000pound batches with many minor dry ingredients and liquid addition, the suppliers may charge a fee, but this cost is minimal compared with the knowledge you’ll gain. If your ingredients are toxic, explosive, or otherwise hazardous, the suppliers may not be able to run a mixing test with them; in this case, you can ask for help devising a nonhazardous mixing simulation that can yield the information you need.