Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
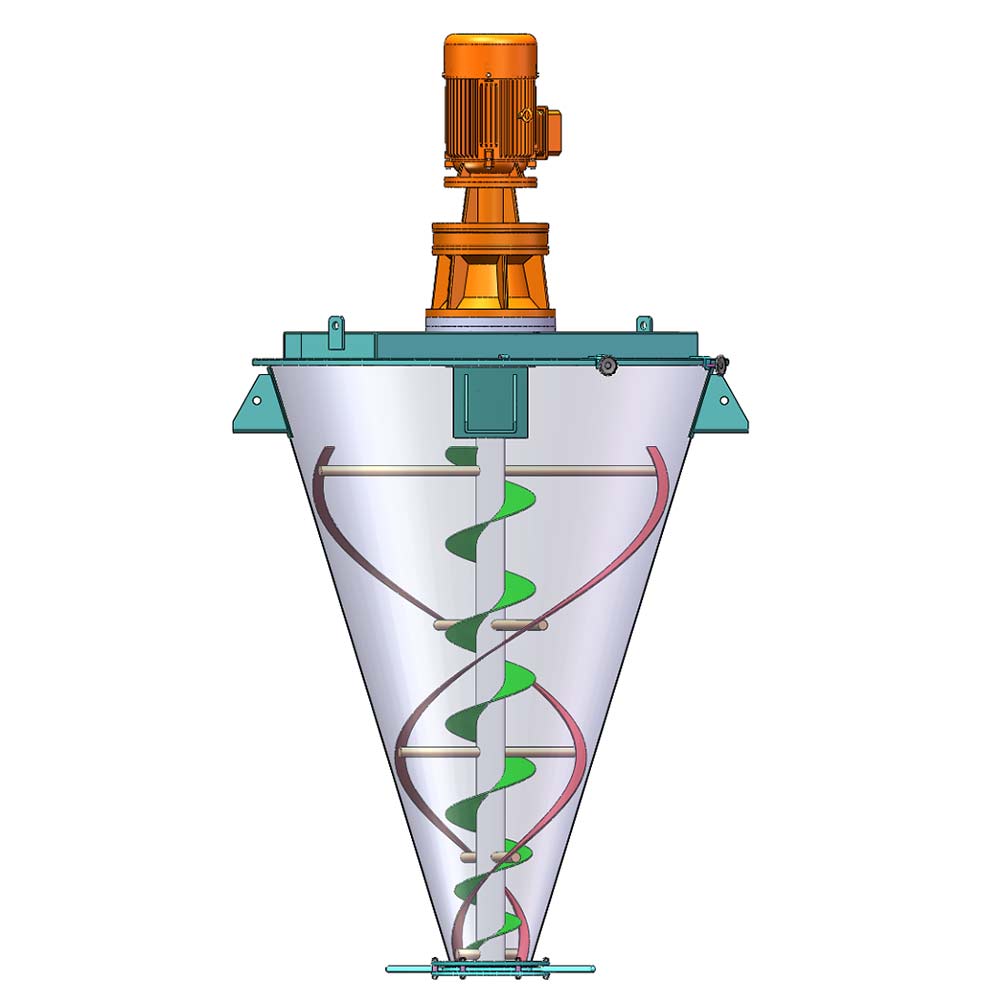
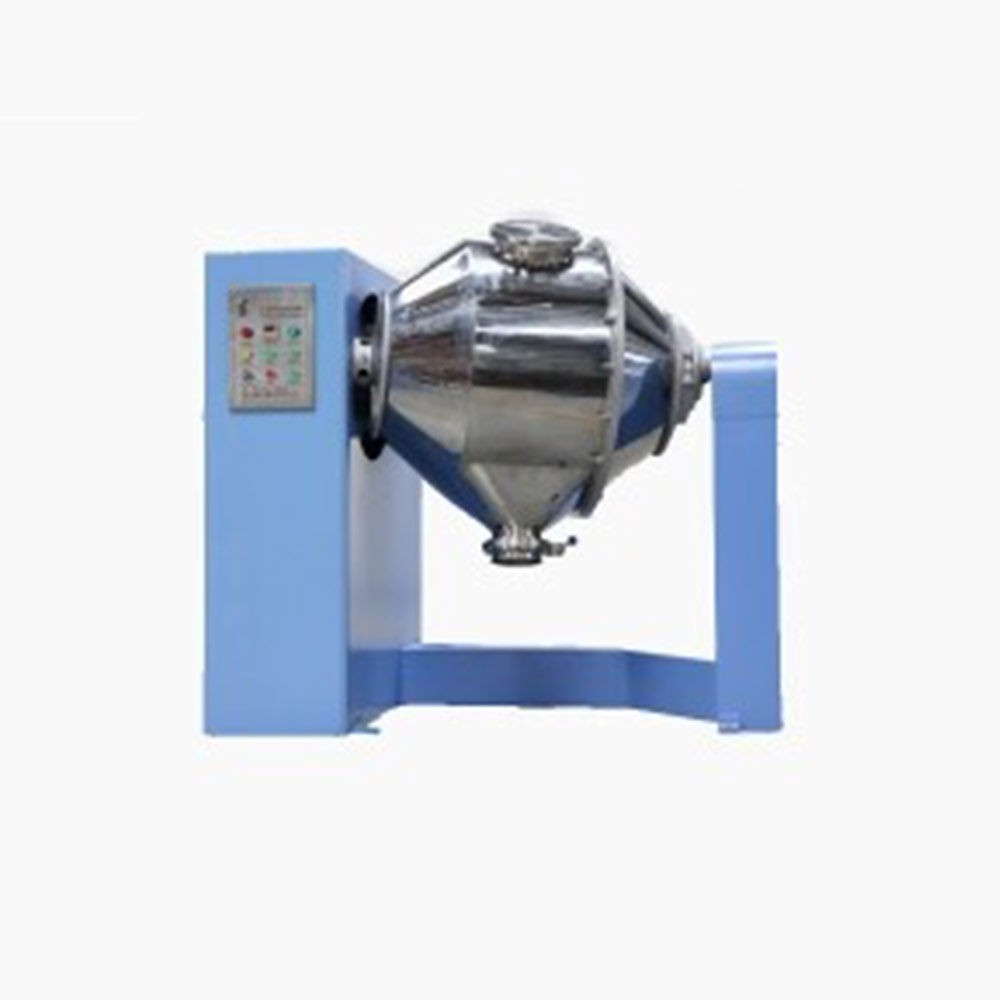
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network
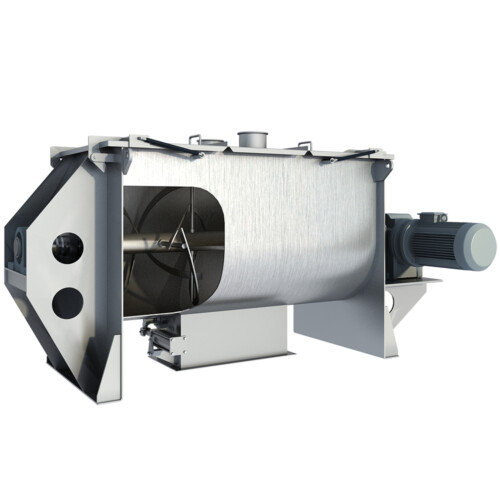







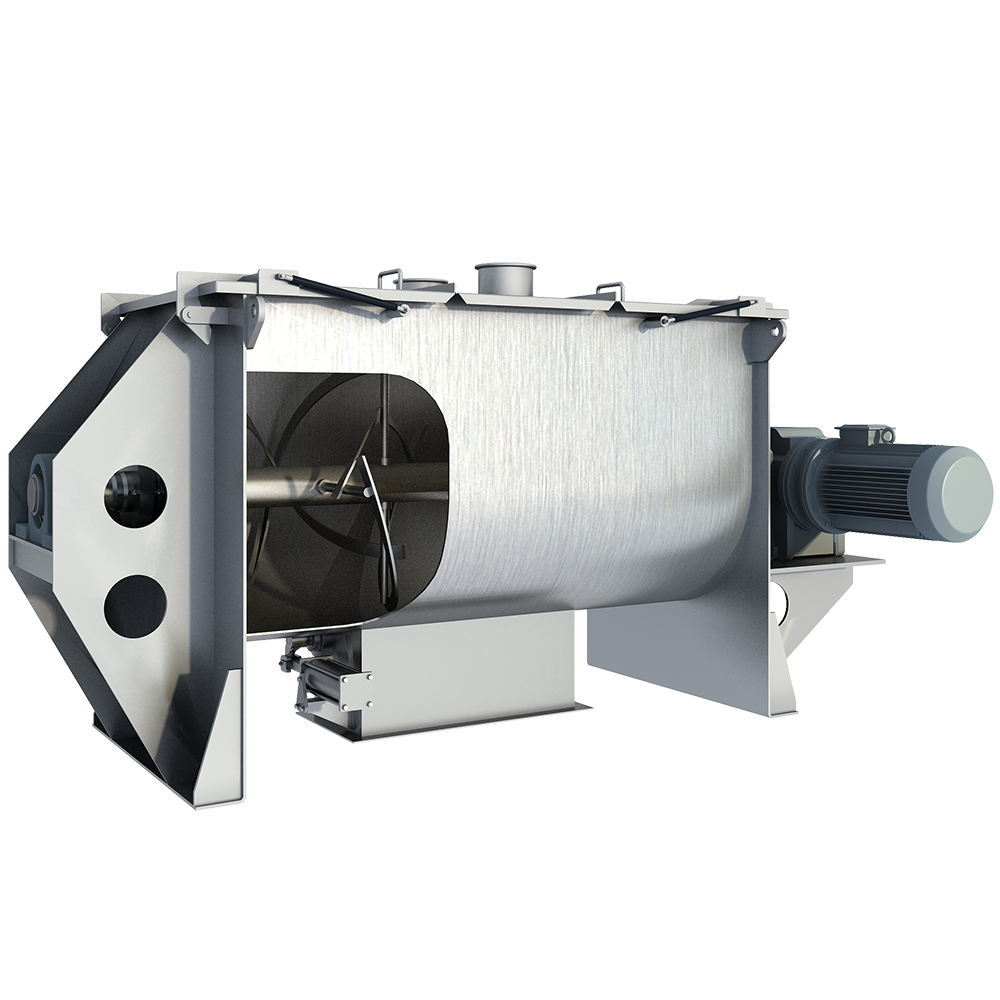
Vortex Plough Shear Mixer Help Dupont to Fulfill Epoxy Resins Product Line
Project Background:
The Dupont Powdered Epoxy Resins are generally manufactured in accordance with standard industry practice. Powdered and Flake Raw Materials are dry-blended, conveyed, twin-screw compound-extruded, cooled, pre-broken, ground, screened, and packaged into FIBC Bulk Bags and Boxes.
The manufacturing process includes the dry-blending of the Powdered and Flake Raw Materials in batch form at the start of the process, which requires the use of Plough Shear Mixers.
The project needs two Powdered Epoxy Resin Manufacturing Lines in the United States in the year of 2013. The nominal output rates for Plough Shear Mixer as following:
Small Manufacturing Line: 1000kg/hr
Large Manufacturing Line: 1600kg/hr
Specification of Raw Material:
Raw Material Composition: Powdered Epoxy Resin Raw Materials (Granular, powder & flake)
Particle Size : Fines as small as 2-3umRaw Material Abrasivity : Mathematical data unavailable, however, fillers will include Wollastonite, Mica, Feldspar, Talc and others, up to 50 % by weight, and are highly abrasive.
Raw Material Temperature Range: 20 to 40 degrees C
Raw Material Classification: ST-1 Class Powder
Raw Material Bulk Density: 0.4 – 0.9 Kg/Liter
Plant Environment:
Area Designation: Class II Division 2 Group G
Electrical Classification: Class II Division 2 Group G
Ambient Temperature: 12 – 40 degrees C Dry bulb
Relative Humidity: 30 – 95 % RH
Solutions offered to Customer:
1.Abrasive Issue
According to raw material feature, mica, feldspar and talc is highly abrasive. So, we choose Hardox Steel for vessel, Manganese Steel adding hard alloy steel bead welding for shovels which could guarantee the wear resistance effect. However, it has high requirement for manufacturing the mixer. We need outsourcing to roll the cylinder vessel and doing anti-wear treatment. During open inspection door on vessel, we use tensioning device to always keep the shape of roundness and we also use water cutting to ensure the vessel make deformation if meeting heating. Finally, we successfully finish this challenge.
2.Cooling Jacket
The raw material is heat sensitive. So, we need cooling jacket to keep temperature during mixing. The jacket design pressure is 6 barg and we make river diversion circle inside jacket to ensure every part of mixer has no temperature difference.
3.High Speed Mixing
We design 130 rpm shaft speed for plough shear mixer in order to finish homogeneity in the shortest time around 2-3 mins. During manufacturing, we use machine tool to process shaft and test the shaft by dynamic balance machine in order to make mixer shaft running smoothly and without vibration because the weight, number and position of each plough shovel is very important otherwise the shaft will be easily jump. So, we keep the symmetry and balance of each plough shovel.
4.PLC Control for Plough Shear Mixer
The customer request PLC control for the mixer to improve efficiency.
In Automatic Mode, the Mixer shall receive dry contact signals from the automated system that is filling it from above as follows:
Jog Signal: When this momentary signal is received, the Mixer shall “Jog” the Main Plough shovel for a programmed time duration (in seconds), at a tip velocity not to exceed 1 meters per second (rotational speed on the order of 15 to 20 rpm).
Batch Complete Signal: When this momentary signal is received, the Mixer shall run both the Main Plough shovel as well as all four (4) Chopper Motors for a programmed time duration (in seconds). The rotational speeds of all motors shall be as pre-programmed into the respective HMI’s, but generally customer will set all motors to run at (or close to) 100 % rated speed.
Mixer Empty: In other words, this Dry Contact will be closed whenever the Mixer is empty and is ready for the next filling process (determined by automated system that is filling it from above because the load cells will be directly linked to it).
Finally, Vortex successfully finished this order and delivered two mixers to Dupont in 2013. Now, the mixers are running well and help customer to improve their Powdered Epoxy Resin Manufacturing Lines.