Ask An Expert
Frequently Asked Questions
Yes, We can supply simple stand alone panels or automated PLC controlled systems. We normally install and test all controls on our mixers before they are shipped.
Yes, we normally test the mixers before they are shipped and mark out the wire need to connect on the control box.
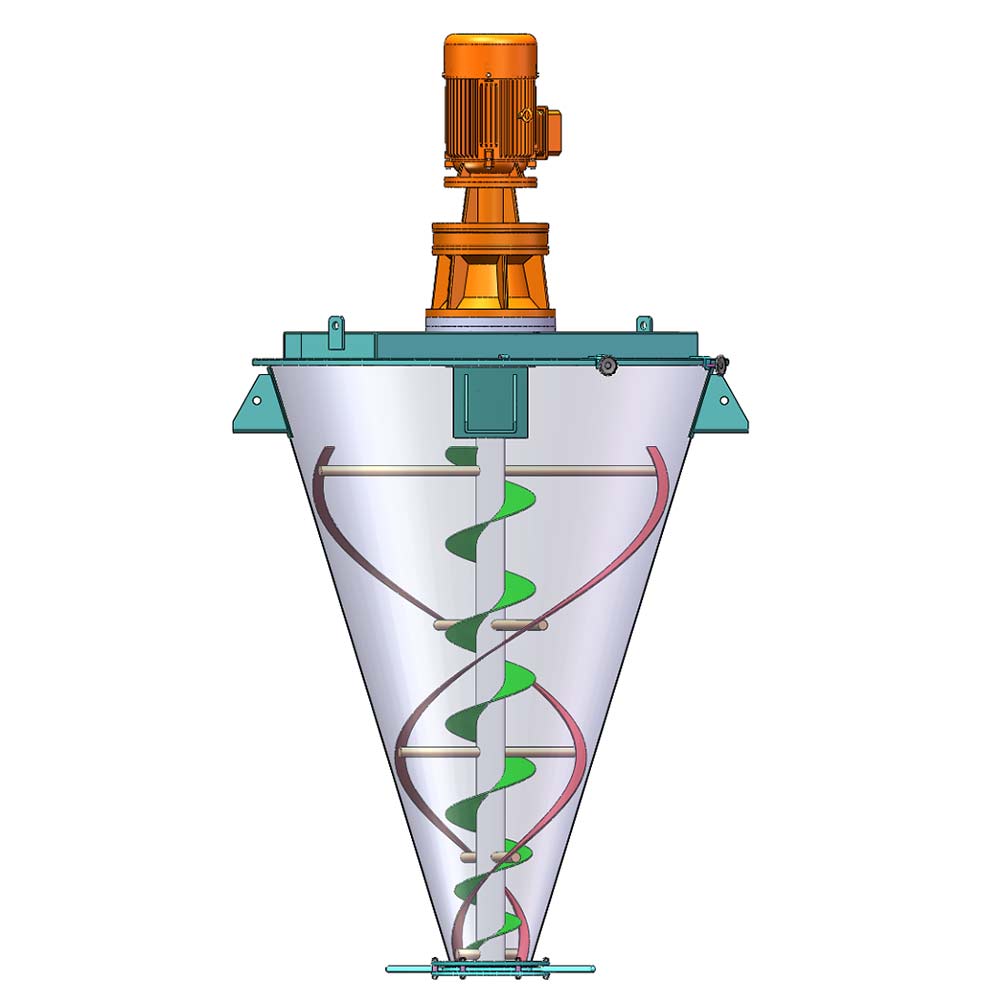
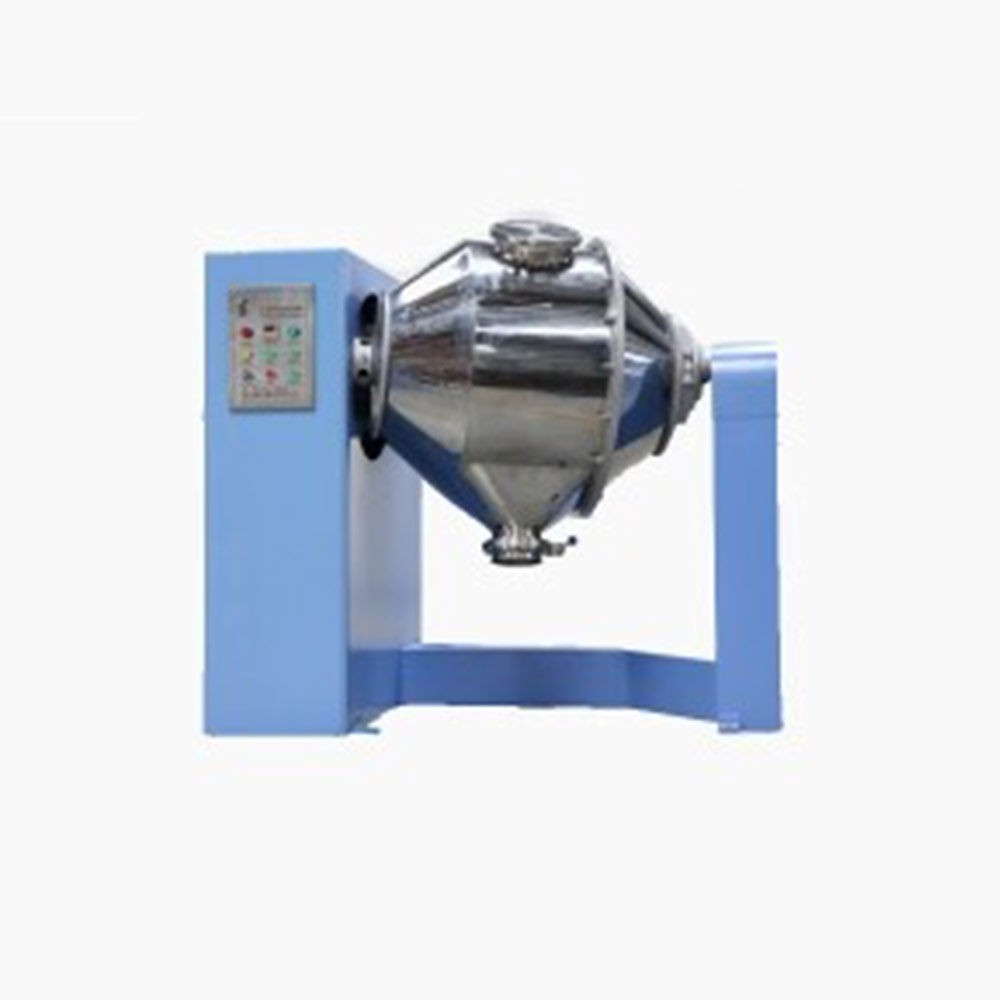
We manufacture specialty mixing equipment for powder & bulk materials. Included are ribbon blender, plough mixer, conical screw mixer, twin shaft paddle mixer, V blender, double cone blender and other auxiliary equipment such as screw conveyor, quantitive auger filler.
We sell across the world, our cusotmers distribute 5 continents.
Share Us With Your Network







How to buy a blender?
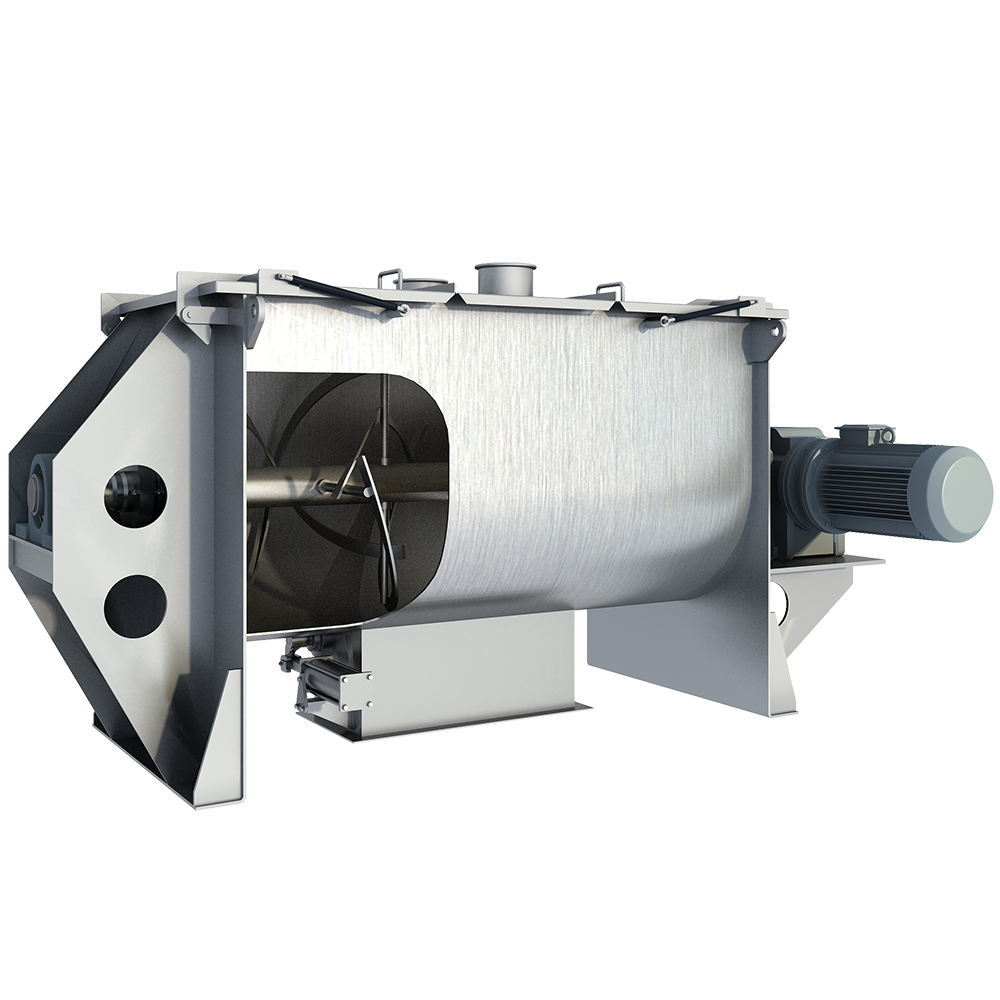
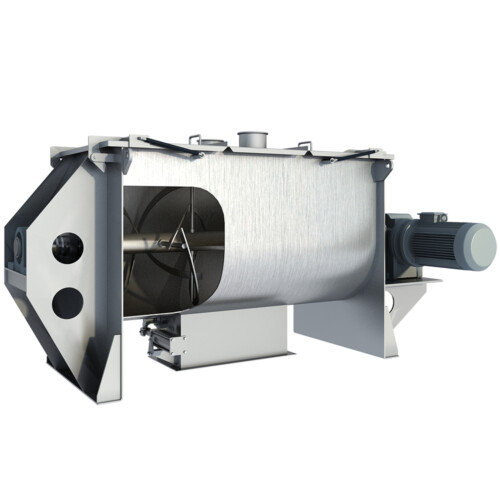
Ribbon Blenders are used to mix many thousands of products, from fertilizers and plastic resins to flavored coffees and cosmetics. The ribbon blender is one of the most common mixing devices in service today, because it is one of the most versatile and cost-efficient mixers ever created. Its simple design makes it relatively easy to build. Simplicity also ensures easy maintenance.
In the recent past, selecting a ribbon blender was mainly a matter of matching your drive and ribbon design to the bulk density of your product. In most applications today, this is only the beginning of the design process. In drives, ribbon design and materials, seals, packings and discharge valves, we now have many new choices to consider in order to boost blending productivity.
Key Design Considerations
1. Drive design
The first variables to consider in powering the blender are always product density, volume and moisture content. But from that point on we must consider the needs of each application individually. Specifying the right drive requires effective communication between the equipment manufacturer and buyer to identify key process needs.
2. Slow-speed starting
Over the years, many ribbon blenders were built without any provision for starting at slow speed. Unfortunately, a dead load start presents many disadvantages, all of which increase costs. The buyer must choose between using an over-sized motor that is capable of delivering the peak horsepower needed to get the batch moving or a smaller motor that is appropriate for powering the blender once it is running. The first choice is wasteful, since the larger motor is a glutton for power and its initial purchase price is high. The second choice is risky, since the high torque at start-up over-stresses the system and eventually causes maintenance problems.
Electronic starting systems offer a more practical choice. Electronic soft start controllers can be programmed to allow a slow start under full load and protect the system against a spike in start-up torque in the drive train. Experience tells us that they are more reliable, require less ongoing maintenance, and cause less downtime.
Another alternative is to rely on a variable frequency drive (VFD) to start the blender at slow speeds. New generation VFD’s are capable of safely soft starting ribbon blenders even with high-density applications. They also provide convenient speed control anytime during the blending and discharging cycles unlike electronic soft starters that allow slow speed only when starting. The functionalities for soft start, overload protection, adjustable starting torques and speed control make VFD’s the best performing and cost-effective option.
3. Variable speed blending
The ability to blend at varying speeds can be extremely advantageous in many circumstances. It is essential for virtually any R&D application. It can also be useful in any plant where numerous products are blended and changeover is common on the process line. By adjusting the peripheral speed of the ribbon, you can tune the blender to reach the greatest possible efficiency for each product. When blending friable materials, in particular, the variable drive allows you to blend at a speed just below the threshold at which the material will start to degrade.
4. Direct drive vs. belt drive
Today, a direct drive is usually the most efficient choice, since it is extremely compact and reliable. A belt drive system suffers from losses in horsepower and efficiency through belt slippage. Belts also impose overhung loads which can limit the longevity of motor/reducer bearings. Their limited flexibility typically cannot accommodate high start/stop blending cycles. Belts “stretch” during their life especially when new so a ribbon blender system would require tension adjustment when first installed and as the belt wears or stretches. By comparison, direct drive systems deliver better operating efficiency, performance and many practical advantages. Because overhung loads on the motor and reducer-shaft bearings are eliminated in one-piece motor reducers, service life is longer. Maintenance required to align and adjust belts and couplings is eliminated as well.
5. Ribbon design and interior finish
At first glance, ribbon design appears to have changed very little in recent years. But the ribbon/rod/shaft design has actually been the object of considerable evolution in design during the last decade, and it certainly represents a critical element in blender design. The ribbon, support rods and shaft must be correctly matched to the physical properties of the product to boost blending efficiency and prevent mechanical failures.
Naturally, the ribbon is specified to provide sufficient surface area and peripheral speed to move the bulk. An equally important measure is the differential between the inner and outer ribbons in the double spiral ribbon set. This differential determines the axial pumping action that ultimately moves the material toward the discharge. The challenge is to induce vigorous agitation without over-stressing the ribbon, rods and shaft. For this reason, the system should be designed from the ribbons inward. Ribbon design determines the rod design, which in turn determines the shaft that is needed. A balanced design provides a system that blends quickly, produces minimal resistance as the ribbon/rod assembly moves through the bulk, and ensures long-term reliability. Oversized support rods, for example, often cause cracked ribbons and unnecessarily high power consumption.
For every minute that your blender is committed to discharging and cleaning, production is sagging. So, efficient discharge has become another important focus in ribbon blender design. Fast discharge is a function of axial pumping action – especially the pumping action of the outer ribbon – and the discharge valve design. Complete discharge requires close clearances and a clean design in the interior trough.
* All interior angles must be radiused to prevent material from collecting in corners.
* Clearances should be 1mm or less at the bottom of the trough.
* Welds should be ground and polished, even for non-sanitary applications.
6.Seals and valves
Recent developments in seals, packing systems, and shaft design have made ribbon blenders more reliable and versatile. This is a welcome development, since the shaft and packing in a ribbon blender are submerged in the product zone. Improved seal integrity always helps to insure against contamination.
Especially when blending abrasive materials, and when contamination is a critical concern, air-purged seals help to prevent material from attacking the packing material and shaft. (Nitrogen is used when blending materials that are prone to oxidation.) In industries that require sanitary blending, Teflon & v-rings are commonly used to provide a seal that is reliable and easy to clean quickly. In many pharmaceutical applications, for example, the split packing is easily opened and cleaned after every batch.
The valve most often specified for a ribbon blender is a pneumatically-actuated sliding gate valve. But for special applications – vacuum operation, for example – alternative valves are sometimes required. A spherical disk valve provides a positive seal during vacuum blending, while it also offers a large discharge port for fast discharge.
After choosing the desired features you should contact the manufacturer and run a test on your product, in the manufacturers Test Center or in your own factory. Nothing beats the satisfaction of knowing that you have chosen the best possible design for your requirements.